Голтование.
Голгование - це полірування виробів в обертових або вібруючих барабанах за допомогою різних наповнювачів (мал. 2.10).
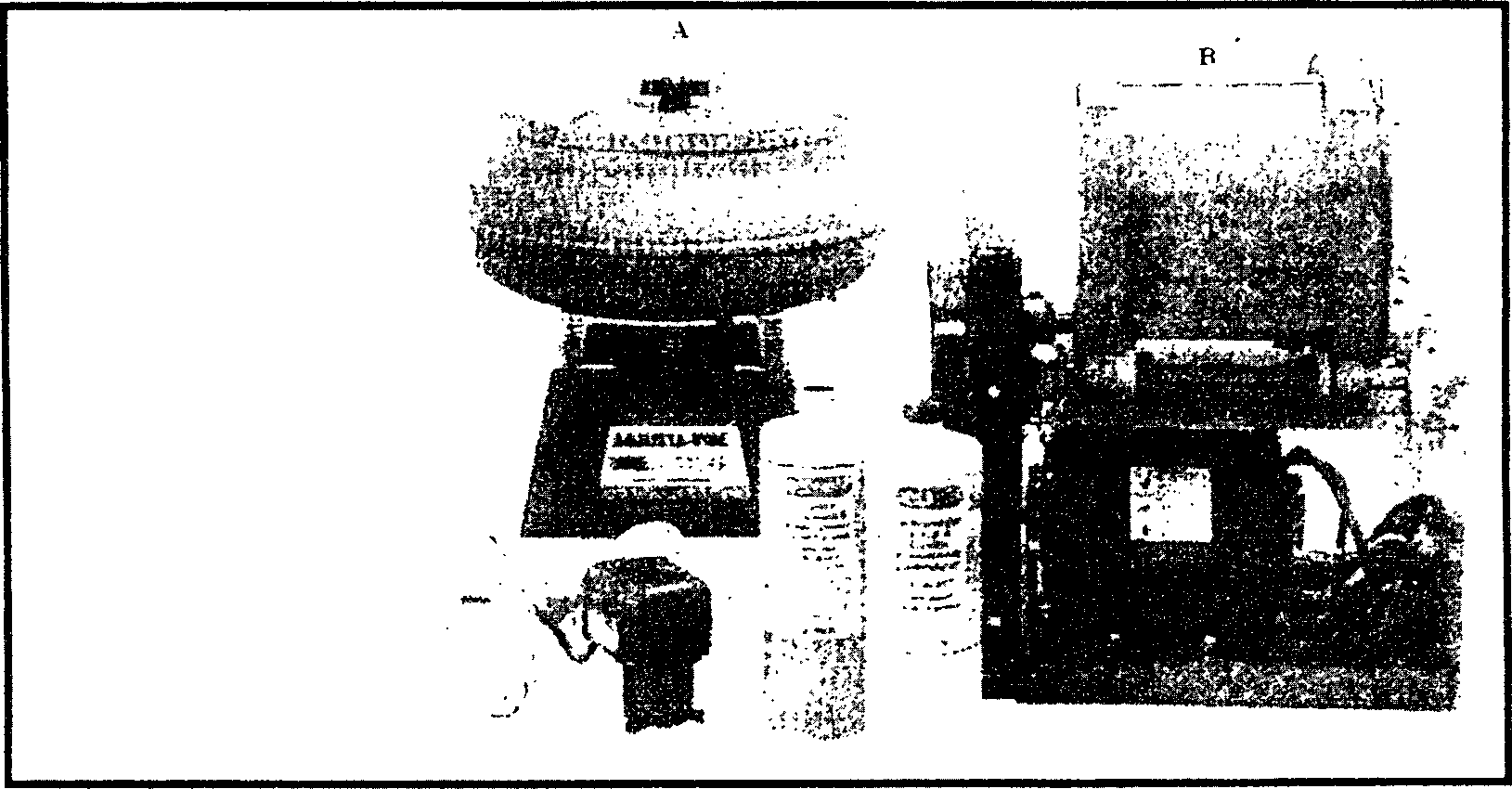 |
Рис. 2.10. Установки для голтования: А - Виброголтовка; В - Роторна голтовка |
Швидкість обертання барабана 60-80 про/хв. Тривалість процесу голтовки 2-10 годин. При обертанні барабана виливок і наповнювач безупинно перемішуються в розчині з мийними засобами. Миючі сполуки видаляють бруд з поверхні й прискорюють процес полірування. Голтование може усувати такі дефекти лиття, як облои, деякі види пористості й др.
Наповнювачами можуть бути сталеві кульки, голки, керамічні частки різних форм, черепашки і т.д. (мал. 2.10 - 2.11). Звичайне співвідношення об`ємів виробів/наповнювача 1/8.
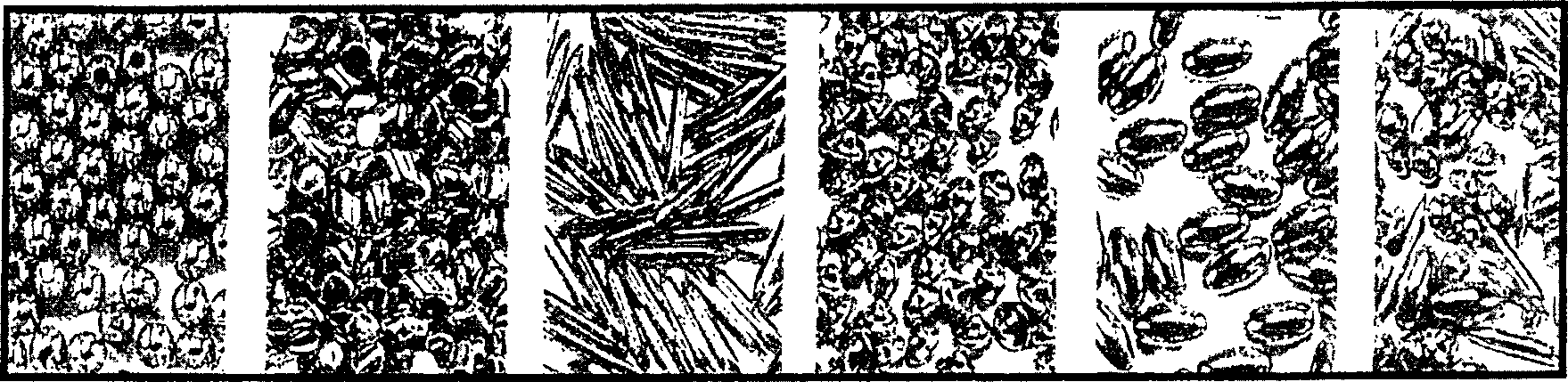 |
Рис. 2.11. Наповнювачі з нержавіючої сталі |
До складу мийних засобів можуть входити мильна стружка порошки, що миють, розчин соди, аміак, хлорне вапно, гідроокис натрію й хлористий натрій. Барабан завантажують на 50-80%. Миючого розчину повинне бути стільки, щоб наповнювач повністю зник у ньому. Миючі розчини виконують три функції:.
1) збільшують абразивну здатність наповнювача;.
2) змазують виробу й наповнювач, щоб вони не дряпали один одного:.
3) очищають виробу й наповнювач
Виброголтовка оснащена масивним барабаном на пружинній підвісці (мал. 2.10,А). Для того щоб провести повне полірування за допомогою виброголтовки треба спочатку використовувати наповнювач, який швидко вилучить надлишки металу й подряпини з поверхні металу, потім більш дрібні наповнювачі для шліфування й полірування
Усі шліфувальні й полірувальні наповнювачі використовуються тільки з миючими розчинами
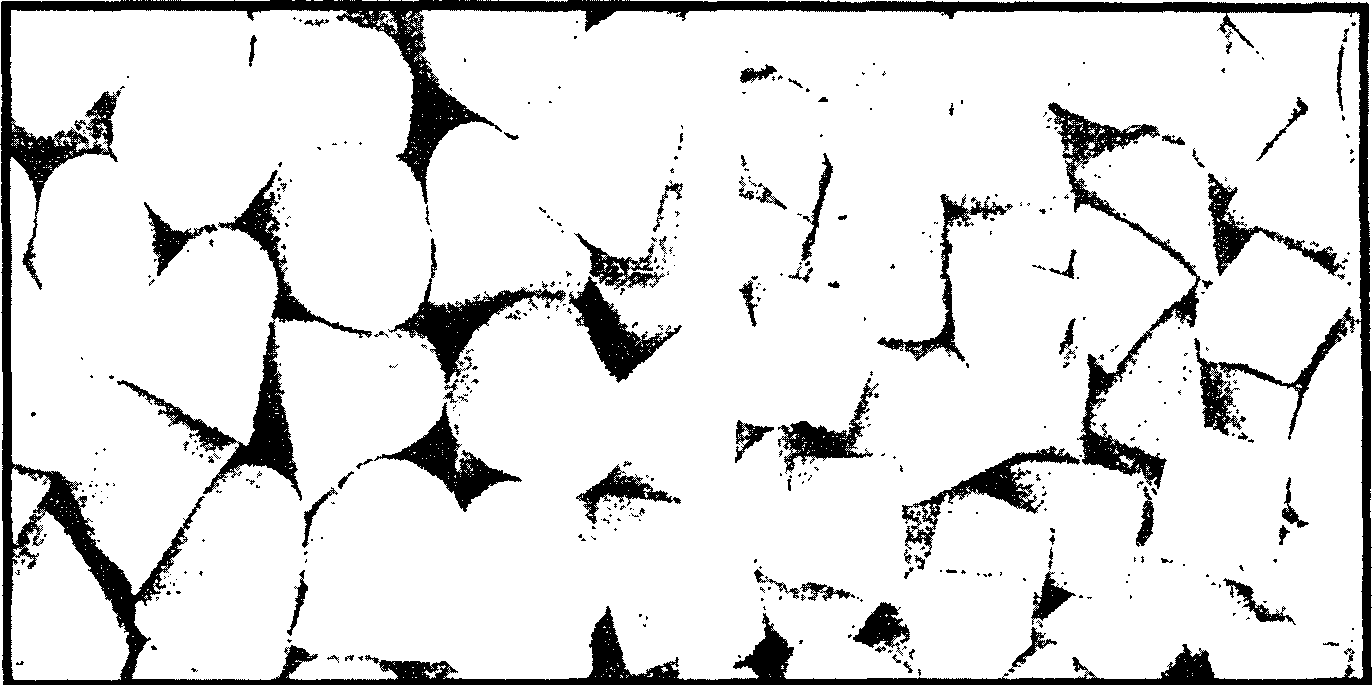 |
Рис. 2.12. Наповнювачі з кераміки 2.5.2. Крацевание. Крацевание - обробка виробів за допомогою металевих щіток (мал. 2.13). Щітки виготовляють зі сталевих або із бронзових дротів з перетином 0,08-0.15 мм". |
 |
Рис. 2.13. Щітка для крацевания виробів |
Ціль крацевания - очищення поверхні виливків від окалини, зняття заусенцев, додання поверхні блиску і т.д. При обробці виливків твердими щітками вони здобувають закінчений вид з характерною матовою поверхнею. При обробці м`якими щітками поверхня виливка здобуває блиск
Для крацевания виробу увесь час змочують старим пивом або квасом