« Для використання мокуме були застосовані сучасні методи дифузійної сполуки у твердій фазі. Для виробництва металевих ламинатов шляхом дифузійної сполуки у твердій фазі було розроблене встаткування й методологія виробництва. Щоб створити бажані умови: тиск, температуру й час, металеві аркуші в складному затискному пристосуванні містяться в піч, яка з`єднана з поршнем гідравлічного преса; це створює якусь форму «гідростатичного тиску» встопке.
Сучасні наукові дані, такі як фазові діаграми, фізичні й хімічні властивості металів застосовуються для визначення найбільш підходящих умов сплавки конкретних металів. При повному контролі параметрів дифузійної сплавки можна при температурах нижче крапок плавлення з`єднувати широкий спектр металів. Наприклад, більші брикети традиційних сплавів мідь/срібло/золото з`єднуються при температурі 600°С, яка суттєво нижче крапки євтектики/солідуса в 778°С. До теперішнього часу цей спосіб успішно застосовувався для сполуки більш 40 різних комбінацій металів. Оскільки багато комбінацій мають непорівнянні механічні властивості, для деформації шаруватих брикетів була розроблена точна методологія».
Доктор Фергюсон відзначає успіх при роботі з незвичайними комбінаціями металів серед них: срібло/титан, мідь/нікель, мідь/ нержавіюча сталь, мідь/залізо, мідь/титан, латунь/залізо, латунь/ нержавіюча сталь, залізо/ нержавіюча сталь і нікель/алюміній. Його дослідження, спрямовані на пошук інших комбінацій металів, що підходять для виготовлення мокуме, тривають
«Прикладні аспекти сучасних металургійних знань і досвіду усувають проблему того, яким образом можна виготовити брикет ламинированних металів. Проблема зрушується убік розробок і експлуатації шаруватих матеріалів, як їх деформувати, як з ними звертатися, як їх використовувати».
-Ян Фергюсон
«Мокуме гані дозволяє мені за допомогою форми знаходити самовираження й створити двомірне вираження думки усередині форми практично тими ж способами, за допомогою яких я створюю малюнки... це унікальне у своєму роді дійство, оскільки приймання, які ви застосовуєте при формуванні візерунка, не можна скопіювати».
-Джон Маршалt.
«Обертання»: стерлінгове срібло, мідь. Джон Маршалл. Фото: Джерри Дєвис.
Для виготовлення мокуме за допомогою процесів, описаних у цій книзі, вам буде необхідно мати в наявності кілька базових інструментів. Більшість із них ті самі незалежно від застосовуваного способу. Спеціальні інструменти, які використовуються при тому або іншому способі, такі як моя міні^-пекти, будуть описані в тих розділах, де буде викладений відповідний спосіб. Якщо ви по роду занять пов`язані з обробкою металів, у вас, можливо, уже є всі ці інструменти, або їх можна придбати поблизу. Якщо у вас немає якого-небудь інструмента зі списку, або ви не можете собі дозволити його купити, не зневіряєтеся, творчий розум здатний розв`язати практично всі проблеми! Нижче наведені групи інструментів, які використовуються для виготовлення мокуме.
На самому початку роботи з виготовлення брикету мокуме вам знадобиться встаткування для очищення металів. А саме: чиста вода, неароматизований-ная рідина для миття посуду, абразивні губки .для миття посуду Scotchbrite, пемза й чиста безворсова тканина. V різних майстрів цей набір небагато відрізняється, але все згодні в одному - абсолютно необхідно мати повністю очищений метал
Вам знадобиться щось типу печі або горна для сплавки брикетів. Якщо ви застосовуєте спосіб сполуки за допомогою припою, пекти з успіхом заміняється пальником
Необхідно мати якісні пальники й устаткування для пайки. Його ви зможете використовувати не тільки для виготовлення брикету, але й для пайки його країв перед прокаткою у вальцях. Пальник також знадобиться для міні печі, де буде сплавлятися брикет. Я думаю, найкраще підійдуть киснево-пропанові пальники. До речі, якщо у вас немає міні-пальника, то я настійно рекомендую її придбати. Кілька років назад мій друг подарував мені таку, і тепер я не можу уявити собі, як я без неї обходився. Якщо ви усе ще перебуваєте в кам`яному віці, працюючи ацетиленовим пальником газозварника, зробіть собі приємну послугу й витратьте сотню доларів на цей інструмент. Усі інші пристосування для пайки стандартні. Якщо ви ювелір, то воно все у вас уже є
«Підвішена посудина»: мідь, латунь зі сріблом. Джон Подлипек.
Для проковування необхідне масивне ковадло й кілька молотків. Мені подобаються ковадла вагомий, щонайменше, 45 кг із гладкої й рівної (необов`язково полірованої) поверхнею. Кування великих кувань я роблю за допомогою півтора-кшто-граммового молотка із клиноподібним хвостовиком, для вирівнювання поверхні металевої заготовки з візерунком я застосовую злегка закруглений рихтувальний молоток, а для проковування дроту й більш тонких пластин я використовую молоток для карбування. Якщо у вас є гідравлічний прес, то його можна використовувати для проковування невеликих виробів або брикетів мокуме. Мені подобається проковування пресом, оскільки вона дуже м`яко й рівномірно стискає метал, мінімізуючи внутрішні напруження
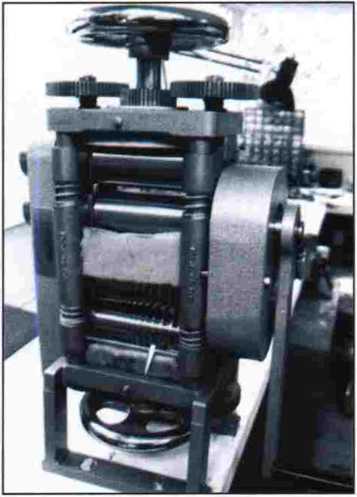
Можливо, найбільш дороге пристосування, яке вам необхідно для виробництва ювелірних виробів - це вальці. Протягом декількох років я користувався маленькими дешевим і вальцями, вони працювали добре. Потім я перейшов на більш точні ручні вальці високої якості, як ті, які зображені на фото, зараз я користуюся комбінованими вальцями з електроприводом з нижньою парою валків, зробленої під замовлення. І знову, моє правило номер один - працювати на тому встаткуванні, яке ви можете собі дозволити. Якщо ви працюєте із чорними металами або займаєтеся виготовленням предметів більших розмірів, можливо, ви обійдетеся без вальцев. Якщо у вас є возхможность працювати на кувальному пресі, як на тому, на якому працює Боб Куган (фото внизу), ви зможете швидко проковувати гарячі брикети мокуме до досягнення бажаної товщини. І, звичайно, ви можете виготовляти пластини старим дідівським способом - за допомогою молота й ковадла

Кілька рад на вибір вальцев для мокуме:.
1.
Висока якість стали й складання
Ви ж не прагнете появи розхитаності в приводах і в точках опори. Валки повинні перебувати там, де ви їх установили, і рухатися в унісон, коли ви почнете обертати ручку. Чим краще якість вальцев, тем кращої якості ви одержите металеві пластини
2.
Максимсиъная товщина пластини
Дуже зручно мати вальці з більшою відстанню між валками. У більшості воно варіюється від 3 до 6 мм, у деяких до 8, а є й до 2,5 мм. Маленька розбіжність ви зможете компенсувати, використовуючи більш тонкі металеві пластини для брикету мокуме, проковуючи вручну перед прокаткою. Однак, якщо ви збираєтеся здобувати вальці, беріть ті, у які можна помістити, як мінімум, 6-міліметровий брикет
3.
Чисті, гладкі валки
Якщо ви не зробили пластини з пористої гуми для змащення, подивитеся на фото вгорі сторінки
Щоб їх виготовити, виріжте гумову пластину таким чином, щоб вона була трохи більше відстані, яку вона повинна заповнити. Довжина пластини повинна рівнятися довжині окружності валків, не потрібно вирізати гуму у формі жолобків для прокатки дроту. Якщо розмір гумової заготовки підібраний правильно, то гума при обробці прийме форму валка. Нанесіть на пластину кілька крапель очищеного машинного масла, розведеного невеликою кількістю WD 40, і гумові пластини будуть очищати й змазувати валки в процесі роботи. Однак потрібно пам`ятати, що невелика кількість масла залишиться на поверхні оброблюваного металу, і його потрібно буде змити
4. Передача через редуктор
Не забувайте про переваги використання понижувальної передачі через редуктор при роботі з ручними вальцями. При виготовленні мокуме потрібно дуже багато прокачаний у вальцях, наявність редуктора полегшує вашу роботу
Інструменти для формування малюнка й фінішної обробки
Для формування малюнка вам знадобляться китт-кугель, основний набір карбівок і молоток для карбування. Також вам знадобляться різноманітні бори й фрези для вашої бормашини. Мені подобаються більші підрізні фрези з кутом 90° і 45, зворотні конуси й кульові й циліндричні бори.

Для формування традиційних візерунків дуже легко виготовити січку (опис на стор. 70), за допомогою цього інструмента можна знімати велика кількість матеріалу відразу.
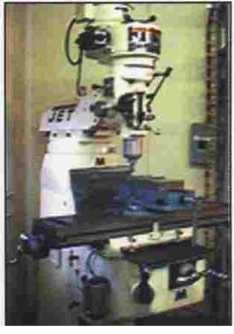
Трохи майстрів (включаючи мене), чиї роботи представлені в цій книзі, використовують для формування візерунка вертикальний фрезерний верстат. Це відносно просто й швидко, але якщо його у вас ні, те це не той інструмент, який потрібне
придбати негайно.
Для фінішної обробки потрібні звичайні напилки, устаткування для сєндинга й шліфування. У мене є свої переваги. Перше з них - стрічковий шлифовальник для сєндинга з безперервною подачею води для обточування кабошонів. Для шліфування я використовую абразивні диски, що закріплюються в наконечник бормашини й маленькі бистросменние абразивні диски для сєндинга. Моє правило номер один? Працюйте тими інструментами, якими вам зручно працювати, і тими, які ви можете собі дозволити
«Секрет сьогодення мокуме гані криється в чистоті і якості матеріалів.».
-Майк Сакмар.
Складаний ніж: дамаська сталь, лазурит, мідь, нейзильбер. Девин Томас, Майк Сакмар.
Фото: Сью Броудвелл.
Незалежно від того, які ви застосовуєте методи сплавки мокуме, перший крок у підготовці брикету - це визначитися в кількості шарів. Для ювелірних прикрас я не раджу набирати брикет у більш ніж 25 шарів. Якщо ви побільшаєте кількість шарів, то в готовій пластині вони виявляться занадто тонкими, а це сильно вплине на візуальний ефект. Звичайно я використовую від 12 до 18 шарів. Якщо ви виготовляєте мокуме для великих робіт або для виготовлення ножів, ви можете потроїти це число
При плануванні розташування шарів помніть про бажаний малюнок. У більшості випадку в першу чергу потрібно брати до уваги колірний контраст між металами і їх сумісність. Наступний по важливості фактор - товщина кольорових смуг у пластині з мокуме. Наприклад, тонкий аркуш золота між двома більш товстими аркушами шакудо буде виглядати, як тонка золота прожилка, що ізвивається, на чорному полі. Я пропоную почати з товщини між 1,3 мм (16 B&S) і 0,5 мм (24 B&S). І помніть, чому тонше .лист металу, тем пропорційно товстіше виявиться шар євтектического сплаву. Ви також повинні взяти до уваги товщину брикету після сплавки й співвіднести її з максимальною відстанню між валками. Найбільш удала товщина брикету дорівнює максимальній відстані між валкамг1 плюс величина, на яку товщина брикету поменшається при проковуванні. Зрештою, ви завжди можете заощадити небагато часу й грошей, якщо додасте один додатковий товстий шар металу в самий низ брикету. Він не буде брати участь у процесі формування малюнка й може досягати до 1/3 загальної товщини брикету
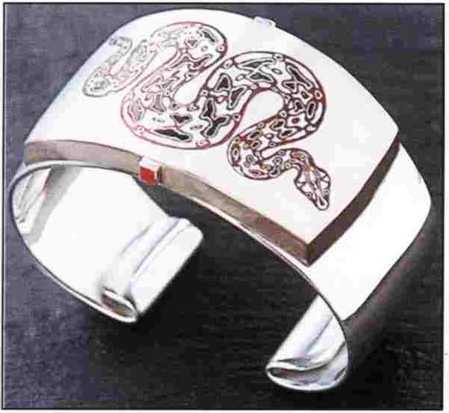
Браслет зі змією: стерлінгове срібло, мідь, шакудо, золото 583 проби (14 ДО), рубіни. Стив Миджетт.
.
Переконаєтеся в тому, що твердість цього шару близька до твердості всіх осталиплх металів, а якщо ні, то, при прокатці готова пластина буде закручуватися
Усі металеві аркуші в брикеті повинні бути виготовлені із зачищеного високоякісного металу
Якщо ви використовуєте мідні або навіть срібні сплави, які якийсь час пролежали без справи, проведіть їхнє попереднє очищення, щоб перед розрізуванням вилучити поверхневий шар оксидів. Це пізніше заощадить вам багато часу, коли ви почнете очищати метали перед сплавкою. Вам потрібно дуже ретельно розмічати розмір кожної пластини перед різанням, щоб усі вони були однаковими. Помніть, що після випалу весь брикет буде обрізаний до розмірів самої маленької пластини в брикеті, а всі
решта буде відходами. Це не так важливо, якщо ви використовуєте недорогі мідні сплави, але навіть у цьому випадку поява отпота легше помітити, якщо всі пластини будуть акуратно нарізані й складний и встопку.
Абсолютно необхідно, щоб пластини мали однакову товщину по всій довжині, fie звужуючись від центру до країв, і щоб пластини мали максимально плоску поверхню. Існує кілька причин, які сильно утрудняють виконання цієї вимоги. Перша - спосіб різання металу. Якщо ви користуєтеся ручними або настільними ножицями, ви практично на 100% створите трикутний край, який утворюється при різанні металу цим способом. Цей заусенец, хоча й невеликих розмірів, формує зазори по краях брикету, коли ви складете металеві пластини в стопку, але не розраховуйте, що тиск, створюване при стиску брикету, вирівняє й розпрямить краю. У процесі сплавки метал по краях буде окиснитися через ці малюсінькі зазори, і його буде необхідно зрізати. Найкращий спосіб цього уникнути - при розкрої металу необхідно або відпилювати пластини, або відрізати їхніми високоточними стаціонарними ножицями, як Profiform.

Раніше, щоб вирівняти краю, я злегка прокочував їх у вальцях, але при вході й виході пластини краю одержують трохи більше тиски, чому весь інший аркуш, тому це може привести до бічних утонилениям аркуша, тим самим, порушується рівномірність товщини металу. У підсумку, ви одержите дуже маленькі, але, що мають величезне значення зазори по краях брикету між всемислоями. Ви можете за допомогою вальцев створити довгі плоскі смуги шириною, рівній ширині брикету. Потім зріжте близько 0,5 див по краях і разрежьте смугу на пластини необхідної довжини. Не хвилюйтеся, якщо при прокатці смуги на її поверхні утворюються хвилі. Вони легко розпрямляться пізніше при затиску брикету між металевими пластинами. Сказавши все це, я настійно рекомендую при будь-якій можливості купувати вже нарізаний метших у гарного постачальника. Вони звичайно мають високоякісне встаткування для різання й, якщо ви їх точно проінструктуєте, нададуть вам аркушевий метал, який не вимагає подальшому рихтування