Щоб зрозуміти різницю між традиційним процесом ламінування мокуме й способом виготовлення мокуме в електричній печі, необхідно мати певні знання того, як відбувається процес ламінування. При кожному зі способів металеві пластини, призначені для ламінування, очищаються, укладаються в стопку й зажимаются між двома сталевими пластинами

Намисто: срібло, мідь, латунь, золо/по 750 проби (1SK).
У традиційному процесі зібраний брикет міститься в піч або горн, де в якості палива використовується деревний або кам`яне вугілля або газ ( як у міні-печі Стива). Там він нагрівається доти, поки метал на поверхні не заблищить або не заблискає. Потім брикет виймається з печі й, можливо, зазнає швидкому проковуванню для того, щоб затвердів сполучний шар. Ключовим моментом у сплавці шарів яв.ляется поява «блискотіння». Якщо брикет занадто довго витримувати в печі після появи блиску, ламинат, найімовірніше, перегріється, залишивши вам лужицу мокуме. Тому ви повинні стежити за брикетом яструбиним поглядом, щоб прореагувати в потрібний момент. Помітьте, поява блиску - дуже цікава річ: метал сіяє так, начебто він розплавлений, але він усе ще твердий! Справа в тому, що розплавлена лише невелика кількість металу в брикеті, і саме воно з`єднує шари металів разом. А тепер: як при наявності в ньому розплавленого металу брикет не перетворюється в лужицу? Щоб це зрозуміти, необхідний невеликий екскурс у металу ргию.
Чистий метал, як чисте срібло або золото 999 проби (24 ДО) плавиться при цілком певній температурі, яку ми звичайно називаємо крапкою плавлення. У металургійних термінах температура, при якій метал стає рідким, називається крапкою ліквідусу, а температ
ра, при якій він затвердевает при остиганні - крапкою солідуса. Якщо чистий метал нагрівається до температури ліквідусу мінус 1 градус, він усе ще твердий; як тільки він нагрітий вище крапки ліквідусу, він стає рідким. І навпаки, коли метал остигає до температури трохи вище крапки солідуса, він усе ще рідкий, коли він остигає до крапки солідуса, він знову стає твердим
У багатьох сплавах окремі метали сполучаються таким чином, що всі зерна маю т той самий сполука. Наприклад, якщо ви виготовите сплав з 60% срібла й 40% золота, кожне зерно в сплаві буде складатися з 60% срібла й 40% золота. У металургійних термінах це однорідний твердий розчин. Золото й срібло взаимнорастворими й при будь-яких співвідношеннях будуть утворювати однорідний твердий розчин. Однорідний твердий розчин поводиться, як чистий метал, це означає, що в його крапок солідуса 11 ліквідусу те саме значення температури
У срібла й міді, однак, зовсім інша історія. У сплаві міді й срібла інтервал між крапками солідуса й ліквідусу може вимірятися десятками й сотнями градусів. Як приклад, стерлінгове срібло стає блискучим і починає плавитися при 778°С, але не досягає крапки ліквідусу до 892°С. При охолодженні з рідкого стану воно не ствердіє, поки не досягнеться температури в 778°С. Така поведінка металу є наслідком того факту, що в стерлінговому сріблі окремі елементи розподілені нерівномірно. Деякі зерна в сплаві можуть мати сполука 94% Ag (срібла) і 6% Си (міді), деякі- 94% Си й 6% Ag, а всі, що залишилися -72% Си п28% Ag.
Крапка ліквідусу зерен 72Cu/28Ag - 778°С, крапка ліквідусу зерен 94Cu/6Ag

близька до крапки плавлення чистої міді, а зерна 6Cu/94Ag тавятся при температурі трохи вище 892°С. При нагріванні сплаву вище температури в 778°С зерна 72Cu/28 Ag розплавляться, але зерна зі змістом 94Cu/6Ag і 6Cu/94Ag будуть усе ще перебувати у твердому стані. Сплав буде зберігати свою форму, але буде складатися з рідини, що втримується у твердій кристалічній матриці. Виражаючись у металургійних термінах, при одній температурі ви маєте й рідку, і тверду фазу. Наскільки вона рідка або тверда, залежить від температури. При збільшенні температури сплаву срібло розчиняє усе більше міді, і тверді зерна розчиняються. Як тільки температура досягнеться 892°С, усі зерна перейдуть у рідку фазу
Тепер ми можемо говорити про те, що відбувається із брикетом мокуме, коли його нагрівають до того моменту, коли поверхня починає блищати. При цій температурі в сплаві присутні зерна, які досяглися температури ліквідусу й розплавилися. Якщо умови дотримані (очищена поверхня металу, відсутність оксидів), то вони почнуть текти або змочувати поверхні всіх пластин. Коли легкоплавкі зерна плавляться, вони починають випливати із кристалічної матриці й покривати все більшу площу. На них в-діє капілярне притягання, і вони заповнюють проміжки між пластинами й покривають усі незахищені поверхні точно так само, як поводиться срібний припій на дуже чистій ділянці металу. Вони залишають після себе пористу матрицю з більш тугоплавкими зернами. Ця пориста область - дуже слабка ділянка в ламинате. Щоб це.
виправити, брикет потрібно злегка проковать, щоб стиснути цю область, коли тільки його вийняли з печі. Це допомагає додати пористої області більш щільну, міцну структуру. Якщо цього не зробити, то пориста область буде потенційним вогнищем для розшарування при наступній обробці
У традиційних способах сплавки для визначення потрібного моменту для видалення брикету з печі або горна потрібні деякі навички й досвід. З деякими комбінаціями металів працювати легко, частково завдяки широкому інтервалу між температурою солідуса й ліквідусу одного або більш металів у брикеті. У сплаві із широким інтервалом плавлення фаза з низькою температурою розплавиться й потече, створюючи «сяйво», але в металевих пластинах все-таки буде зберігатися тверда структура з нерозплавлених фаз із більш високою температурою плавлення. Якщо інтервал плавлення вузький, тоді до того моменту, коли ви побачите блиск, увесь сплав уже практично розплавиться. Також дуже важко сплавляти багатошарові брикети, оскільки виникають труднощі в підтримці рівномірного нагрівання всього брикету. Зовнішні краї можуть нагрітися до відповідної температури, а внутрішні області будуть усе ще холодними для сплавки. У прадавній Японії не було вибору; ви б працювали у вугільному горні й просто долали б усі труднощі цієї техніки
Сьогодні терморегулируемие електричні печі дозволяють вам повністю контролювати час і температуру процесу сплавки. Контролюючи ці два параметри, ви можете побільшати відсоток успіху й працювати з більшими об`єктами
Між традиційним способом ламинации й сплавкою в електричній печі існує основна відмінність. Метал ніколи не нафевается до температури ліквідусу ні однієї зі складових його фаз жодного використовуваного металу. Замість цього метал нагрівається до температури, близької до температури ліквідусу й витримується при даній температурі протягом декількох годин. Тепер, коли у вас є прилад, який дозволяє здійснювати точний контроль, як вам вибрати підходящу температуру? Щоб її обчислити, нам потрібно продовжити розмову ометаллургии.
Виражаючись металургійними термінами, температура відпала також відома, як температура рекристалізації. Одним із процесів, що відбуваються з металом, коли він нагрітий до цієї температури, є зняття напруги, яка утворювалася в процесі холодної механічної обробки, як кування, прокатка або волочіння. Нам же цікавий інший аспект цього явища. Коли чистий метал або сплав нагрівається до цієї температури, у ньому знову починають рости кристали. Ести дві або більш чистих, очищених від оксидів металеві пластини помістити в тісний контакт один з одним і підняти температуру до оцінки трохи вище крапки рекристалізації для використовуваних металів, то кристали будуть рости поперек границі їх зіткнення. Атоми кожного металу будуть переміщатися за допомогою дифузії з одного металу в іншій. У процесі пересування ці атоми будуть збиратися в упорядковані структури, які визначаються відносним розміром атомів і кількістю кожного типу атомів. Упорядковані структури атомів називаються зернами. Ести брикет витримувати при такій температурі достаточнодолго, він перетвориться в однорідний сплав усіх металів у брикеті ( для цього потрібно багато часу). Звичайно область дифузії в мокуме набагато менше 0,025 мм. Композиція зерен в області дифузії змінюється залежно від того, наскільки швидко атоми кожного металу рухаються щодо атомів інших металів. Саме ріст нових кристалів у точці дотику пластин металовв і утворює сполучний шар, який їх зв`язує
Для визначення необхідної температури для ламінування вам потрібно знати якусь особливу температуру дня самого легкоплавкого сплаву із усіх комбінацій металів, які стикаються поверхнями. Це не означає найнижчу температуру плавлення металевої пластини в брикеті. Давайте як приклад поберемо лам «нації міді й чистого срібла. Ми знаємо, що мідь плавиться при температурі 1083°С и чисте срібло - 960°С; але якщо ви настроете свою піч на температуру в 926°С, те, коли повернетеся, виявите лужицу розплавленого металу. Необхідно розуміти те, що сплав може плавитися при більш низькій температурі, чому температура плавлення будь-якого складового його металу. У счучае зі сріблом і міддю сплав з найменшою температурою плавлення складається з 28% срібла й 72% міді; він плавиться при 778°С. Цей сплав називається євтектическим. Саме він є найбільш легкоплавким сплавом міді й срібла й поводиться, як чистий метал, тобто переходить із твердого стану в рідке без проміжної стадії плавлення. Деякі молекули міді й срібла будуть становити саме такий сплав, який буде плавитися, якщо ви приведете ці метали в тісний контакт і нагрієте їх до 778°С. У металургів є безліч діаграм, які показують крапки плавлення комбінацій із двох і більш елементів, називані фазовими діаграмами. Унизу показана потрійна (три елементи) фазова діаграма для золота, срібла й міді
Фазові діаграми для всіх комбінацій металів можна знайти в довідниках для металургів. Їхнім також можна знайти в Інтернеті. Фазова діаграма - найточніший спосіб визначити температуру для ламинадии. Переглянувши крапки плавлення більшості відомих сплавів, ви зможете зробити припущення, яке не буде далеко від істини. Наприклад, якщо вам потрібні крапки плавлення золотих, срібних і мідних сплавів, на потрійній фазовій діаграмі ви побачите, що мінімальна температура плавлення становить 778°С. Тому ви можете бути впевнені в тому, що будь-яка комбінація золота, срібла й міді в сплаві не розплавиться при температурі нижче 778°С. Отже, якщо ви задасте печі температуру в 760°С, ви виявите, що золото/сріблячи але/мідні сплави успішно залу мінуються без розплавлювання. Звичайно я задаю температуру на 15-30°С нижче температури солідуса на випадок, якщо пекти прогріється нерівномірно, або з`являться гарячі вогнища, які зможуть привести до локального розплавлювання

Устаткування
Більшість устаткування, необхідного дтя виготовлення мокуме в електропечі вже є в добре оснащеній ювелірній майстерні, однак у вас може й не виявитися дечого з вище перерахованого

Недорога піч із датчиком температури, що підходить для мокуме. Фото з люб`язного дозволу Paragon Industrie$
Пекти:.
Перше, що вам i (еобходимо - електропіч із терморегулятором, який дозволить вам задати й підтримувати точну температуру. Такі печі можуть утримувати температуру з точністю до одного градуса по Цельсию. Газові печі звичайно не використовуються, оскільки їх не можна просто або недорого відрегулювати для підтримки точної температури
У системі цифрового термостатирования є три основні частини. Перша - сам терморегулятор. Він являє собою особливого роду мікропроцесор, який за допомогою сенсора зчитує температуру усередині печі й посилає сигнал до електронного вимикача, який включає або виключає нагрівальні елементи печі, щоб підтримувати бажану температуру. Термопара типу « ДО» - найбільше часто використовуваний сенсор. Він з великим ступенем надійності може вимірювати температуру в межах від кімнатної до температури трохи вище 1100°С. Вимикачем може служити або реле, або напівпровідник, який використовується для включення й вимикання нагрівальних елементів. Ви зможете все це придбати, затративши менше $300. Можливо модифікувати п уже наявну електричну піч, установивши на неї терморегулятор. Модифікацію не варто проводити власними силами, якщо ви не знайомі із правилами безпеки при установці електроприладів. Це повинен зробити 11рофессиона;iьнии єлектрхiк.
Вентилятор:.
Я використовую його для того, щоб висушити метал після очищення. Важливо швидко висушити вологий метал, щоб він не встигнув окиснитися при контакті з водою. Я використовую недорогий побутовий пилосос, але винятково для цієї мети. Рукав прикріплюється до вихідного отвору пилососа й використовується для подачі потоку чистого, прохолодного повітря під більшим напором. Ви можете використовувати й фен, виключивши нагрівання. Якщо повітря подавати гарячим, то він прискорить процес окислі» i ия, тому цього робити не потрібно. Не потрібно испо льзовать повітря з компресора, оскільки він буде містити невелика кількість води й масла й забруднить метал
Матеріали
Пемза:.
Пемза або побутовий порошок для чищення мідних поверхонь або нержавіючої сталі, як Clean King, використовується для очищення металевих пластин перед їх укладанням вбрикет.
Гранульоване деревне вугілля фракція 4-12 меш.:.
Цей тип деревного вугілля використовується в акваріумних фільтрах, які ви можете придбати в місцевому зоомагазині. Його також можна придбати в компаніях, які поставляють реактиви для лабораторій, але по більш високій ціні. Можна використовувати й звичайне деревне вугілля для гриля, попередньо його потрібно измельчить до шматочків розміром приблизно 6 мм, а це - дуже брудний процес

Scotchbrite:.
Абразивні губки Scotchbrite разом з пемзою потрібні для оч истки металу
Затискні пластини на болтах
Дві сталеві пластини необхідні, щоб між ними із зусиллям затиснути брикет, який ви збираєтеся ламинировать. Звичайно я використовую пластини, товщина яких становить 20 - 25 мм, а площа достатня для того, год тоби брикет був затиснутий між болтами
Перед кожним початком роботи для видалення оксидів і зазублин після попереднього брикету я обробляю їхні внутрішні поверхні за допомогою наж-дач! юго кола. Я можу ними користуватися багаторазово, поки вони не стануть занадто тонкими. Коли їх товщина стає менше 20 мм, вони сильно звиваються під впливом високої температури й тиску в печі, тому їх потрібно заміняти
Гайки й болти
Вам знадобляться гайки й болти для скріплення затискних пластин і втримання їх під тиском усередині печі. Я з`ясував, що добре підходять болти діаметром 12 мм. Болти повинні, щонайменше, перевищувати по довжині товщину затискних пластин і брикету між ними на 12 мм, щоб у вас було достатнє місця для затягування гайки. Також дчя затягування гайок і болтів вам знадобиться два гайкові ключі
Захисне покриття
Захисне покриття наноситься на затискні пластини для того, щоб запобігти сплавці брикету зі сталлю. Використовуйте розведену у воді жовту охру й небагато клею Elmers, щоб паста прилипла до поверхні пласпгн. Ви також можете використовувати й Scalex, захисне покриття дчя емалювання мідних поверхонь, застосовуване для захисту зворотної сторони виробу від окиснення в печі. Підійде кожний зі способів
Обгортковий матеріал для інструментів з нержавіючої стали
Цей обгортковий матеріал звичайно використовується дчя виготовлення повітронепроникних пакетів, щоб у процесі повітряного загартування захистити інструментальну сталь від окиснення при термічній обробці. Він створює чудовий бар`єр для кисню протягом ламінування мокуме. Затискні пластини із брикетом перешкодять у пакет, заповнений деревним вугіллям, яке забезпечить відбудовну (безкисневу) атмосферу
Обгортковий матеріал являє собою фольгу з нержавіючої сталі особливої сполуки, яка витримує високі температури в печі й залишається запечатаної. Її можна придбати в рулонах шириною 30 або 60 див і довжиною 15 - 30 м. Вона продається в постачальників механічних верстатів. Будьте дуже обережні при роботі із цим матеріалом. Його товщина состав.ляет 0,05 мм, приблизно у два рази товстіше аркуша паперу, тому фюльга може порізати вас, як ніж
Підготовчі операції
Виберіть і наріжте металеві аркуші, які ви збираєтеся використовувати в ламинате. Розмір і товщина аркушів визначається розміром готового виробу з мокуме. Я працював як з маленькими пластинами розміром 25 мм х 12 мм, так і з більшими - розміром 75 мм х 75 мм при тол щине від 26 B&S (0,4 мм) до 6,3 мм. Якщо ви не плануєте вручну проковувати свій брикет, то товщина вашого брикету не повинна перевищувати максимальне розлучення валків ваших вальцев. Розлучення валків більшості ручних вальцев обмежено 6 мм або навіть менше.
Гранульоване деревне вугілля - дуже гарний поглинач, от чому він використовується у фільтраційних системах. Він також добре поглинає водяні пари з повітря. Нам у запаяному пакеті в печі пари води не потрібні, тому нам необхідно від них позбутися. У металеву каструлю насипте 2 мірних кружки ( близько 0,5 л) гранульованого деревного вугілля й нагрійте до температури ледве вище 200°С ( для цього я используютостерную пекти, куплену на блошиному ринку), щоб випарувати всю воду, яку деревне вугілля поглинуло з повітря. Це займає, як мінімум, 30 хвилин. Залишіть його в печі нагрітим до 200°С, поки він вам не знадобиться
Тепер вам потрібно очистити й вирівняти сталеві пластини. Простіше всього це зробити на наждаковому колі, але можна це зробити й вручну. Вам необхідно вилучити всі оксиди й зазублини, що залишилися від попередньої роботи, із внутрішніх поверхонь сталевих пластин. З іншою поверхнею нічого робити не потрібно. Ви повинні одержати чисту, гладку й плоску поверхню. Як тільки ви відчистите сталеві пластини, покрийте їхнім тонким шаром жовтої охри або Scalex і покладете їх у тепле місце, щоб вони висохнули
Устаткування для чищення й формування брикету
Наступний крок полягає в очищенні металів. Очищення, безсумнівно, є найбільш важливим кроком у виготовленні мокуме. Якщо ви не проведете ретельне очищення металу, то ви втратите кілька годин роботи, одержавши неякісно ламинированний брикет. Дуже важливо приділяти пильне вл1 хяние всім}, що ви робите на цьому етапі
У своїй майстерні для очищення я використовую три невеликі пластикові ванни. Перша наповнено двома літрами дистильованої води, це ванна для твердого очищення. Наступна ванна також наповнено двома літрами дистильованої води, це ванна для прополіскування. Третя ванна суха, поруч із нею обприскувач із дистильованою водою. Ванни й обприскувач були куплені новими й використовувалися тільки для очищення мокуме.
Хід роботи Крок1.
Вимийте руки простим милом і водою. Не користуйтеся парфюмированиим милом, лосьонами або зволожуючим милом, оскільки вони залишать плівку на руках, яка перенесеться на метал, що очищається. Добре промийте руки. Очистите й прополощіть мідний пінцет для отбела ( віддаю перевагу пінцету з губками «риб`ячий хвіст»), який я використовую тільки для очищення мокуме.

Крок 2.
Поберіть металеву пластину руками й занурте її у ванну для очищення. Посипте її пемзою й потріть 8-сантиметровим шматком абразивної губки Scotchbrite доти, поки поверхні не стануть чистими й блискучими. Не залишаєте без уваги й краю пластин

Шагз.
Поберіть очищений аркуш мідним пінцетом і прополощіть його спочатку у ванні дтя чищення, потім у ванні для споласкивания. Послабте захоплення пінцета у ванні для споласкивания, щоб переконатися, що всі залишки пемзи між губками вимилися. Як тільки ви узялися за метал пінцетом, не доторкайтеся більше до нього руками
Крок4 .
Вільно втримуючи пласпшу впав гретий ванною,.
розпорошуйте на неї дистильовану воду з розпилювача. Вода повинна утворювати плоску рівну плівку на поверхні металу. Якщо ви заметете, що вода піднімається по краях або збирається в краплі, то на металі залишилися загряз-ненние ділянки. Вам потрібно повернутися й повторитися
кроки 2 і 3. Якщо аркуш чистий, не дозволяйте йому вступати в контакт ні із чим, крім пінцета або інших очищених пластин для брикету

Крок5.
Висушите пластини потоком повітря з пилососа. Будьте обережні, щоб потік повітря не видув металеву пластину з пінцета. Ви також повинні просушити метал між губками пінцета. Ви можете почала попрактикуватися з неочищеними пластинами. Якщо ви все-таки втратили контроль (упустили з рук) над очищеною пластиною, вертайтеся до кроку 2.

Крок 6.
Покладете заготовку на нижню затискну пластину. Потім переходите до очищення наступної пластини - крок 2.
Крок 7.
Коли всі заготовки будуть очищені й складені стопкою, помістите наверх затискну пластину поверхнею, покритої захисти им шаром, униз і затягніть болти за допомогою двох гайкових ключів

Крок 8.
Затисніть усю конструкцію в лещатах або в гідравлічному пресі, якщо він у вас є, і знову затягніть болти, поки брикет перебуває під тиском. Кращі результати виходять при рівному тиску на всі болти. Найкраще це робити за допомогою автоматичного гайкового ключа (з динамометром). Гайкові ключі такого типу видають клацання при досягненні певного обертаючого моменту. Вони відносно дорогі, тому, по можливості, поберіть їх де-небудь напрокат, щоб попрактикуватися, а пізніше купите їх собі, якщо відчуєте в них необхідність. При роботі з автоматичним ключем я встановлюю його на 90 футофунтов (12,45 кілограм-метрів) Відкладете зібраний брикет убік, поки не виконаєте наступний крок


Крок9.
З обгорткової фольги зробіть пакет, у який ви будете поміщати деревне вугілля й безпосередньо брикет. Щоб його виготовити, за допомогою ножиців отрежьте шматок фольги так, щоб його довжина була на 5 див більше периметра затискних пластин (10 див х 4 = 40 див + 5 див = 105 див), і шириною 30 див. Зігніть аркуш фольги навпіл і двічі загніть краю, потім загладьте їх при моці полировальника або валика. Додайте фользі форму трубки й перевірте, щоб затискні пластини могли поміститися усередину. Вам буде легше загладжувати краю фольги й поміщати брикет у піч, якщо ви проробите в трубці канавки, щоб додати її перетину прямокутну або квадратну форму, що повторює форму затискних пластин. Потім двічі загорніть нижній кінець трубки, щоб утворювався пакет, і загладьте його за допомогою шкіряної киянки


Крок10.
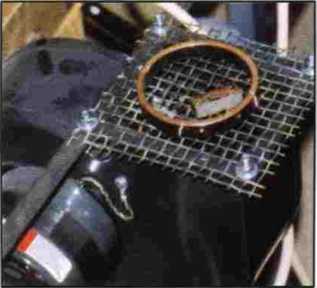
Вийміть деревне вугілля з печі. Насипте невелику кількість на дно пакета з фольги. Помістите затискні пластини в пакет і насипте стільки вугілля, щоб він покривал верхню пластину, потім двічі загніть верхній кінець трубки й загладьте шов киянкою
Крок11.
За допомогою щипців і вогнетривких рукавичок помістите пакет із брикетом у попередньо нагріту піч і залишіть його там на 8-12 годин. У більшості cry чаїв я ламинирую свої брикети із золотих і срібних сплавів при температурі в 760°С, а брикети з мідних сплавів, що не містять срібла - при 816°С. ( Для одержання більш докладної інформації про температури сплавки дивитеся таблицю на наступній сторінці).

Крок 12.
Виключите пекти. Вийміть пакет із брикетом з печі й остудите його при кімнатній температурі. Розкрийте пакет. Будьте при цьому обережні, надягніть захисні шкіряні рукавички, оскільки фольга, зараз набагато більш тверда й тендітна, чим була раніше, може вас дуже легко порізати. Вийміть брикет. Послабте болти й вийміть брикет із затискних пластин

Крок 13.
Використовуючи ювелірний лобзик з дуже грубим пилянням або ножівку, спиляєте краї брикету. Звичайно я знімаю від 1,5 мм до 4,5 мм залежно від того, наскільки акуратно я нарізав і укладав пластини. Дуже важливо збирати брикет таким чином, щоб видаляти якнайменше металу. Обробіть краю наждаковим папером, щоб сіяти сліди пиляння
Крок 14.
Пропаяйте краю брикету за допомогою самого тугоплавкого срібного припою, яким ви можете працювати. Це допоможе знизити ризик розшарування на.
початкових етапах зменшення товщини брикету. Якщо в брикеті перебуває сплав, що містить срібло й мідь, це звичайно означає, що потрібно використовувати среднеплавкий припій. Оскільки мідь і срібло в деякій пропорції утворюють євтектический сплав, вам не можна нагрівати брикет вище температури в 778°С, яка є його крапкою плавлення. Дуже важливо використовувати гарний флюс і акуратно нагрівати брикет, тому що ви легко можете спалити флюс, а це не позво.тя-ет приспіваю розтікатися. Дня такого типу пайки при високій температурі підійде паста Handy flux або будь-який інший флюс для пайки тугоплавким припоєм. Помніть, що Handy flux або інші флюси для пайки тугоплавким припоєм містять фториди, і для захисту вам необхідна гарна вентиляція

Якщо флюс почне вигорати раніше, чим ви досягнетеся необхідної температури, ви можете додати більше флюсу у вигляді порошкової бури. А її ви зможете придбати у відділах для прання більшості супермаркетів. Насипте щіпку бури на гарячий метал, вона захистить його від окиснення. Це не сра-.
.
ботает, якщо метал оудет холодним, оскільки бура має властивість пузиритися й отшелушиваться, але якщо метал нагрітий до температури вище 538°С, бура розплавиться й розтечеться по поверхні, покриваючи його й створюючи тривалий захист. Можете додавати стільки бури, скільки потрібно. Вона створить щільне покриття, яке важко вилучити, використовуйте ніс багаттю іншу обробку або прокип`ятите брикет вотбеле.
.
Крок 15
На первісній стадії товщину брикету зменшувати потрібно дуже обережно. Звичайно для цього я використовую вальці. Перед відпалом я знижую толщин} брикету не більше ніж на полмиллиметра. При кожному проходженні між валками я зменшую товщину на одну десяту міліметра. Я м`яко прокочую брикет 3 - 5 раз перед тем, як приступитися до більш агресивних методів. Для визначення величини, на яку ви зможете зменшити товщину брикету між відпалами, необхідний досвід. Я не можу вам дати цю формулу. Будьте консерва т ивни; краще занадто часто проводити відпал, чому расслоить брикет, створивши надмірну напругу. У процесі відпала мокуме брикет не можна гартувати, оскільки стреси, що виникли при швидкому охолодженні, занадто сильні для сполучного шару мокуме. Загартування може расслоить брикет, якщо ламинат не дуже високої якості. Щоб швидше остудити брикет, я використовую струмінь повітря від венти-лятора під сильним напором. Важливо швидко остудити метал, щоб знизити дисперсійне отверждение. Деякі сплави стають твердими, якщо їх ви-держивать при температурі трохи нижче крапки or-жига. Це називається зміцнення дисперсними година-тицами або загартування на твердий розчин
Відповідність температури й часу сплавки для виготовлення мокуме в електропечі | ||
Сплави | Темп., °Із Час, годину | |
1. Кольорове золото між собою | 760 | 8-10 |
2. Срібло з міддю,. нейзильбером, бронзою, куромидо або шакудо | 738 | 8-10 |
3. Мідні сплави між собою | 816 | 8-10 |
4. Золото зі сріблом | 760 | 8-10 |
5. Срібло з латунню | 704 | 6-8 |
6. Платина із зеленим золотом 750 проби (18 ДО) | 968 | 5-7 |
7. Палладій зі сріблом | 774 | 4-6 |
Наведена відповідність температури й часу необхідно використовувати в якості загального керівництва для изг отовления мокуме в електропечі. Деякі сплави й твані печей вимагають різного часу й температури. Стивмиджетт | ||