Оскільки самостійно точно різати цей матеріал складно, я рекомендую скористатися послугами постачальника
В Акрилу форму можна надавати за допомогою грубих напилків або вирізати за допомогою боров і бормашини. При роботі з акрилом надягайте протипилову маску й окуляри й уникайте шліфування при великій швидкості. У процесі нагрівання відбувається виділення шкідливих продуктів розкладання. Якщо акрил стає грузлим або видихає різкий запах пластику, зупинитеся й послабте тиск. Заберіть ошурки відразу, як тільки закінчите. Делрин можна обробляти такими ж способами, випливаючи тим же заходам обережності
Для вирізання пуансона спочатку на грубу позначте форму за допомогою грубого напилка або бору
Пуансони - інструменти, які надають форму, тому їх контур повинен мати першорядне значення. Зробіть кілька відбитків форми в процесі її вирізання до того, як ви поглибитеся в пророблення деталей і фінішну обробку поверхні. Одна перевага цього процесу полягає в тому, що ви можете перевірити штамп у процесі його виготовлення. Уникайте глибоких резов і поднутрений. Текстура й деталировка можуть бути частиною задуму, але вони будуть ефективні тільки з більш тонкими металами. Сформований метал більш міцний, що дозволяє використовувати більш тонкі, більш легкі по вазі метали, тим самим роблячи ювелірні прикраси більш комфортними в носку й менш дорогими
У Пуансони слід використовувати в комбінації з контейнером поліуретану. Використовуйте контейнер, який найбільше щільно підходить уводити, увести до ладу розміру пуансона. Поліуретан твердістю 95 і 80 ед. дасть різні результати. Прикрутите штовхальник до верхнього майданчика преса й за допомогою двостороннього скотча прикріпите до нього пуансон
У Металева заготовка повинна бути відпалена й по розміру злегка менше штампа. Якщо використовувати метал більшого розміру, він буде обертатися навколо штампа ( як пляшкова кришка), і його буде важко зняти. Це також може перешкоджати металу вдавлюватися у форму, що приведе до поганого відбитка
У процесі вдавлення спостерігайте за контейнером, а не за манометром. Пуансон буде входити в контейнер, занурюючи себе й заготовку в поліуретан. При використанні контейнера без дна зупинитеся, коли пролиуре-тан почне піднімати контейнер і видавлюватися знизу.
Додатковий тиск непродуктивний. Якщо контейнер із дном, ви можете вдавлювати пуансон на 2/3 глибини. Уникайте вдавлення пуансона в дно контейнера, оскільки це може ушкодити або зламати штамп
Поєкспериментируйте зі своїми штампами, записуючи результати. У Використовуючи різні метали, метали різної товщини й додаючи різний тиск, міняючи форму й розмір заготовки й обмежуючи те, наскільки стискується поліуретан, ви можете добитися різноманітних результатів. Записуйте те, що робите, щоб ви могли це повторити. Напишіть на кожному зразку товщину використовуваного металу, тип контейнера, число відпалов і інші змінні величини

Помніть, що саме товщина металу визначає те, наскільки детальним буде відбиток: чому тонше метал, тим більше деталей. Представлені відбитки показують ( за годинниковою стрілкою, починаючи ліворуч) різницю між міддю товщиною 0,6,0,5, 0,4, 0,3 і 0,25 мм (22,24, 26, 28 і 30 B&S). Для посилення деталей отожгите й виконаєте повторні відбитки. Частково сформовані заготовки можна втримувати на пунсоні за допомогою липкою стрічки

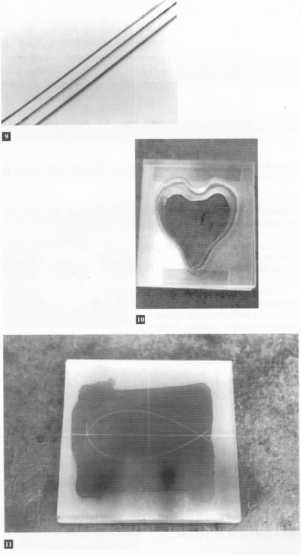
У Матричний штамп являє собою блок матеріалу, у якому вирізана форма, і залишається її контур
Це відповідна частина штампа, усередині якого формуется виріб. Поліуретан у комбінації з матричним штампом стає пуансоном
Матричні штампи по суті схожі зі штампами із ДВП (мазонита), але тут немає необхідності прикріплювати метал до штампа або надавати металу форму або осаджувати його молотком. Поліуретан притискає метал до штампа й під наростаючим тиском витягає й вдавлює метал у контур. У результаті виходить гладка подушкообразная форма із плоским фланцем і твердими обрисами. І, звичайно, немає ніяких слідів молотка
Для виготовлення матричних штампів можна використовувати ДВП і алюміній, але я віддаю перевагу аркушам литого акрилу, оскільки він дешевий, і його легко різати. Акрил має істотну міцність в 18 ТОВ psi (фунтів на квадратний дюйм) = 1,26 т/см
, і правильно виготовлений штамп прослужить значний час. □ Додавання до лицьової сторони матриці латунної або сталевої пластинки
запобіжить скругление країв і рекомендується, якщо штамп буде використовуватися для виготовлення порожніх предметів. У постачальників пластмас можна купувати обрізки акрилу на вагу або купувати більші аркуші, порізані на шматочки потрібного розміру
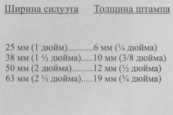
Для визначення товщини штампа виміряйте контур у самій широкій його частині. Чим ширше форма, тим більше глибокий рельєф ви зможете створити; чому глибше рельєф, тем товстіше повинен бути штамп. Нижче наведена таблиця, яка дає загальну виставу про застосовувані розміри

Загальне правило: форма повинна вирізатися по центру й не повинна розташовуватися ближче, чому 6 мм до краю штампа. Більш широке поле навіть краще, оскільки крім того, що в такий спосіб штамп стає міцніше, він, схоже, працює більш ефективно. Коли штамп буде вдавлюватися в поліуретанову пластинку (не в контейнері), матеріал буде або втискуватися в отвір, надаючи форму металу, або обтікати штамп навколо. Більш широке поле, мабуть, направляє потік поліуретану у форму, тому назовні його випливає менше. Матричні штампи округлої форми, як наведений на малюнку D.
можна використовувати з поліуретаном у контейнері, такі штампи найбільш ефективні. ( При використанні круглого штампа з поліуретаном у контейнері помніть, що штовхальник повинен мати такий же або більший діаметр. Штамп повинен підтримуватися по всій площі.).
Акрилові аркуші легше всього різати за допомогою спірального пиляння, затиснутої в ювелірний лобзик. Хоча такі пиляння ріжуть швидко, рез виходить не такий точний, як у звичайних пилянь. Випилюйте із внутрішньої сторони лінії, а потім обпиляєте до неї. Рез повинен бути вертикальним, але його якість і фінішна обробка не мають значення. Край контуру повинен бути гладким, але не округленим. Цей край -важлива частина штампа
Оскільки акрил товщиною 12 і більш міліметрів сутужніше різати вручну (плюс до цього більш висока ціна й те, що він рідко буває в продажі), ви можете віддати перевагу наростити потрібну товщину із шарів товщиною 6 мм (1/4 дюйма). Переконаєтеся, що при додаванні нижніх шарів не виходить поднутрений. Ви можете намертво склеїти шари за допомогою акрилового клею, хоча також підійде двосторонній скотч. Деякі форми вимагають більшої товщини,.
чому наведене в таблиці. Якщо ваші відбитки виходять за межі нижнього краю штампа, і при цьому залишається плоска ділянка, просто додайте до штампа ще один шар
Матричний штамп із симетричним контуром - двосторонній матричний штамп, оскільки для формування порожнього предмета можна використовувати як його лицьову, так і оборотну частину. Двосторонній штамп повинен бути виконаний із граничною акуратністю, якщо ви прагнете сполучити краї штампувань
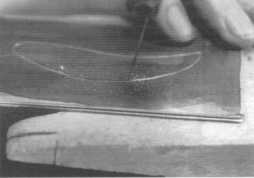
Для розмітки двостороннього штампа вилучите папір з акрилу, покрийте поверхню фарбою для розмітки й чертилкой накреслите малюнок прямо на акрилі. (Олівцева лінія на захисному папері акрилу не забезпечить достатньої точності.) Випиляєте й обпиляєте, як було описано раніше.


симетричний штамп можна використовувати по черзі по обидва боки для одержання співпадаючих дзеркальних половинок порожньої форми за умови, що рез зроблено під кутом 90, і цей кут ідеально підтримується. Вручну досить точно випиляти акрил товщиною 6 мм (1/4 дюйма) неможливо. (Е Двосторонні асиметричні матричні штампи можна виконати або за допомогою напрямної для лобзика виробництва компанії Bonny Doon, установленої під кутом 90, як показано; або за допомогою фасонно-фрезерного верстата, єлектролобзика або іншого пристосування, яке забезпечує ідеальний вертикальний рез.
Ще один спосіб виготовити асиметричний двосторонній матричний штамп - виготовити співпадаючі лицьові пластинки. Цей спосіб досить точний для виконання порожніх виробів і не вимагає спеціальних інструментів. Почніть зі склеювання (клеєм або двостороннім скотчем) двох шматочків металу такого ж розміру, як і ваш штамп. Ви можете використовувати або латунь товщиною 1,3 мм (16 B&S), або сталь товщиною 1,5 мм (1/16 дюйма). ЕВ Після окреслення контуру просвердлите отвір для пиляння й випиляєте контур, як якби це був цільний шматок металу. Ш Потім обпиляєте краї під 90°. Ш Розділені пластинки можна використовувати в якості лицьових поверхонь для одного двостороннього акрилового штампа або для виготовлення пари штампів. ПЗ Що б ви не робили, переконаєтеся, що акрил вирізаний і обпиляний так, щоб повністю підтримувати метал, і що немає поднутрений. Ш Металеві поверхні можна або приклеїти клеєм, або двостороннім скотчем.
У матричних штампах можна формовать метал товщиною 0,3 - 1 мм (28 -18 B&S). Необхідна товщина залежить від того, скільки металу буде витягатися


Більші, більш товсті штампи вимагають більш товстого металу. Більш дрібні, тонкі штампи годяться для формования тонкого металу. При виборі товщини металу слід також керуватися тем, яким образом буде використовуватися сформований метал
Якщо фланець необхідно вилучити, слід використовувати більш товстий метал, оскільки готова форма буде не такий міцною. Якщо порожній виріб буде складений із двох сформованих заготовок, метал повинен мати товщину, достатню для виконання пайки. Існує тенденція використовувати занадто тонкий метал. Помніть, що виконуване вами виріб повинний бути досить міцним, щоб їм можна було нормально користуватися
Метал, який буде формоваться в матричних штампах, повинен бути як мінімум на 12 мм (1/2 дюйма) ширше контуру, фланець повинен вийти від 6 до 9 мм (1/4 - 3/8 дюйма) по всьому периметру. Метал не втягується в штамп, але фланець повинен бути достатнім для того, щоб його можна було пригорнути поліуретаном
Прямокутні або квадратні матричні штампи, в основному, використовуються із пластинками 95 ед. (жовтогарячі) без контейнера. Використовуйте 2,5 див (дюймові) пластинки для більших і глибоких штампів (товщиною 12 мм і більш) і тонкі пластинки (товщиною 6 і 12 мм) для більш дрібних і тонких штампів (6-9 мм).
З матричними штампами також можна використовувати поліуретанові пластинки твердістю 80 ед. (жовті). Ефект - більш глибока, більш повна форма, яка небагато відрізняється від застосування поліуретану твердістю 95 ед. Поперечний зріз двох відбитків ( при рівному тиску й відпаленому металі однакової товщини) показує відмінність між поліуретаном твердістю 80 і 90 ед. Поліуретан 80 ед. більш м`який і тече легше, тому метал формуется глибше й швидше.
На перший погляд це чудово, але в цьому є кілька недоліків. Поліуретан 80 ед. уводить метал у штамп швидше, чим 95, перше ніж він щільно фіксує фланець. ЕЯ Таке “втягування” може ушкодити краю вашого штампа. І, оскільки метал з поліуретаном 80 ед. формуется швидко, він також швидко нагартовивается. Ви повинні бути дуже обережні, інакше одержите розриви на аркуші

Для запобігання цих проблем з поліуретаном 80 ед. використовуйте більш товстий метал, штампуйте багато раз, щораз небагато збільшуючи тиск, або віддавите один або два рази з поліуретаном 95 ед. для формування гарного фланця, а потім повільно доробіть с80.
Завжди відпалайте метал перед формуванням. Для досягнення більшої глибини вам знадобиться відпалать і штампувати кілька раз. Важливо щораз точно розміщати метал у штампі. Для точного збігу використовуйте двосторонній скотч. Записуйте застосовуваний тиск і збільшуйте його на невелику величину після кожного відпала.
Для видалення фланця виробу, сформовані в матричних штампах, випливає або обпиляти вручну, або фланець можна вилучити в підходящому вирубном штампі. (Див. Главу V.) Ножиці деформують краю