Ложка
Ингус.
Вальці й дві міцні струбцини
Циайзен (або фильери, або волочильна дошка).
Крацовочная щітка
Мотор
Полірувальні пасти, крейда або зубний порошок
Полірувальні щітки (щетинні й матер`яні).
Газовий балон із трубкою, пальником і насадками до неї (або, якщо ви розв`язали працювати з бензином, хутра, пальник, бензиноупорние трубки, бачок для бензину й бензин).
Пінцет
Ювелірні ваги
Магніт
Монтажний набір включає флацанги (маленькі плоскогуб-чики, які не мають зарубок на робочих поверхнях), круглогубци (зовні схожі на флацанги, але мають замість призматичних губок конічні), шило й маленькі гострозубці, які можна замінити маленькими (але не манікюрними) міцними ножицями с ріжучою поверхнею не більш 2 див (мал. 1-6).
На мал. 1-6 зображений шабер
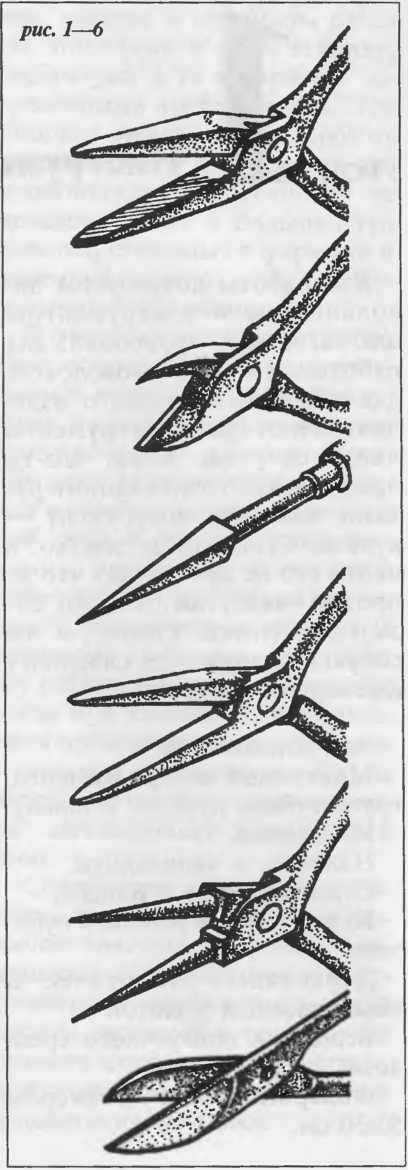
- спеціальний інструмент, робоча поверхня якого являє собою витягнуту тригранну призму. Він служить для соскабливания з металевої поверхні заусенцев і нерівностей. У філігранних роботах він не так вуж часто потрібний, але проте виникає необхідність у його використанні (коли потрібно вилучити напливи припою з поверхні контуру виробу). Виготовити його простіше всього із тригранного надфіля, вилучивши на точильному верстаті зубчасту робочу поверхню й зробивши дуже гострими ребра граней. По ходу експлуатації ребра, щоб вони залишалися робітниками, правлять на бруску
Філігранні корнцанги купити, швидше за все, вам не вдасться, і тому їх прийде виготовити самостійно. Корнцанги — це спеціальний пінцет, здатний захоплювати дуже дрібні деталі й вигинати дріт за заданою формою. Робоча частина корнцангів — г бки, голкоподібні стрижні, що служать для захоплення й гнучкі, і щічки — плоска широка ділянка, у якій здійснюється виправлення виготовленого елемента
Основа корнцангів — дві однакові смуги з міцної загартованої сталі, а краще титанові (титан найменше підданий впливу кислот і до того ж не має тієї крихкості, якої мають інструментальні сталі).
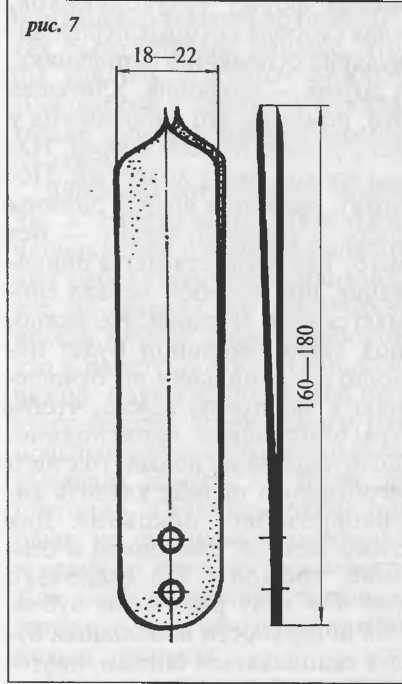
Товщина кожної 1-1,2 мм, ширина 16-20 мм і довжина 10- 12 див (не заплутайтеся в розмірах) (мал.7).
Розміри корнцангів, як інструмента ручного, залежать від розміру долоні для зручності роботи. На мал. 49 (стор. 56) показане положення корнцангів у руці. Розрахуйте їхні габаритні розміри, щоб вони точно підходили уводити, увести до ладу вашій долоні
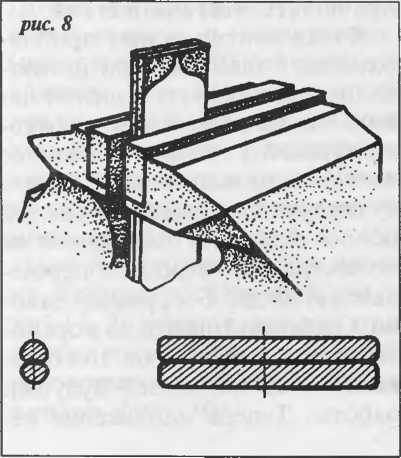
Зробіть розмітку (краще побудувати й вирізати паперовий шаблон, а потім приклеїти його до смуги, якщо окомір у вас не занадто гарний), закріпите дві сполучені смуги в більших лещатах вертикально так, щоб зверху губок залишалося 2,5 див, і починайте обпилювання плоским напилком із грубою насічкою (мал. 8).
Зубчики насічки напилка
мають форму трикутників, одна сторона яких перпендикулярна підставі напилка, а інша — наклонна. Враховуючи це, помніть, що робітник хід у нього тільки від себе вперед. Назад же хід буде неодруженим. Тому руху вперед повинні бути із зусиллям, назад — без нього. Так здійснюється обпилювання, при якому метал знімається шар за шаром. Не важливо, під яким нахилом буде перебувати напилок стосовно заготовки, важливо, щоб це обпилювання відбувалося. Якщо напилок новий, то з нього необхідно колись вилучити антикорозійне покриття. Для цього щіткою, змоченої в бензині, промийте його кілька раз. По ходу роботи на зубчастій поверхні напилка будуть накопичуватися ошурки, тому його випливає час від часу прочищати твердою щіткою
Коли контур стане наближеним до шаблону або розмітки, потрібно поміняти плоский напилок на сегментний (двоопуклий), щоб успішніше вибирати метал далі. Доведення слід зробити на кожній смузі окремо, поглядаючи на ілюстрацію, щоб не переробляти, не дай Боже, роботу заново. Особливо ретельно попрацюйте над губками, від цього залежить якість вашої майбутньої роботи. Тепер обпилювання необхідне вести надфілями. Краще, якщо це буде двоопуклий надфіль, що має в перетині форму опуклої із двох сторін лінзи. Він призначений для роботи над увігнутими поверхнями. Готової смуга буде тоді, коли на ній не буде заусенцев і кутів. Сполучені губки повинні утворювати окружність діаметром 0,4-0,5 мм, при цьому кути зрізів за формою губок і щічок повинні бути надфілем злегка округлені (мал. 9).
Щоб скріпити дві вже оброблені частини корнцангів, потрібно, попередньо розмітивши
I розмітку роблять точною лінійкою й чертилкой, якщо її ні, можна скористатися шилом), висвердлити по два отвори діаметром 3 мм на кожній смузі. Діаметр буде, скоріше, залежати від діаметра куплених вами алюмінієвих клепок
Перевірте якість своєї роботи: зазор між губками корнцангів у неробочому стані повинен бути в 2-2,5 мм; губки повинні без зусилля затискати дрібні речі й чіпко їх тримати, а щічки не повинні мати заусенцев.
Після того як ви поупражнялись і придбали гарні навички в роботі з напилком, приведіть у робочий стан круглогубци. У круглогубцев, які ви придбали, губки представляють сооой два усічені конуси. Для філігранних робіт необхідно, щоб робочі губки мали конічну форму. Для цього, закріплюючи по черзі кожну губку в лещатах ( потрібно зафіксувати так, щоб зручно було обробляти з будь-якої сторони), зробіть рівномірне обпилювання спочатку напилком із грубою насічкою, потім — із середньої. Доведення виконаєте надфілем або наждаковим папером. Стежите за тим, щоб по ходу роботи оброблювані поверхні не занадто нагрівалися
Виконавши обпилювання й доведення, надфілі й напилки необхідно ретельно промити, як було описано раніше, щоб вилучити сталеві ошурки. При роботі зі сріблом небажане зіткнення срібла зі сталлю
Далі вам будуть потрібні надфілі — спеціальні маленькі напильнички для дрібних слюсарних робіт (заточення, обпилювання і т.д.) (мал. 9). Не обов`язково шукати різні номери наборів, це в роботі над філігранню не важливо. Двох-трьох надфілів простого перетину: трикутного, разновипуклого й прямокутн, що мають номер 2, 3, буде досить. Головне, щоб вони були не занадто зношеними й час від часу їх заміняти. Для зручності роботи надфілем купите ручку із цанговим або бічним затиском
Потрібні також напилки із грубою й середньою насічкою прямокутного й сегментного (разновипуклого) перетину, але, головне, при покупці напилка помніть, що всі ювелірні напилки, на відміну від слюсарних, гостроносі. Насічка напилків позначається номерами (1, 2, 3, 4, 5, 6). Чим вище номер, тем дрібніше насічка. Напилок із грубою насічкою (1,2) потрібний буде для готування припою, який застосовується у філіграні у вигляді ошурок (мал. 10).
Запасіться невеликою сталевою сіткою (не купуйте рулон!). Вона знадобиться при пайку, щоб добитися більш рівномірного прогрівання деталей, що споюються, ювелірного виробу. Крім того, невеликі шматочки її можна використовувати як биндру (сталевий дріт, застосовувану для закріплення елементів візерунка при пайку), а також як зв`язковий матеріал. Мідної, латунної та ін. дротом користуватися не випливає
Пінцет потрібний для захоплення гарячого виробу або його деталей
Краще для роботи мати пінцет титановий, виконаний з аркуша за принципом корнцангів, але, що має вузькі рівні губки. Титан, як уже говорилося, на відміну від інших металів не розчиняється в кислоті, тому він більш універсальний і може використовуватися при роботі з кислотним розчином при відбілюванні готового виробу. Медичний пінцет з нержавіючої сталі більш точний у виготовленні, і ним зручно користуватися (мал. 11).
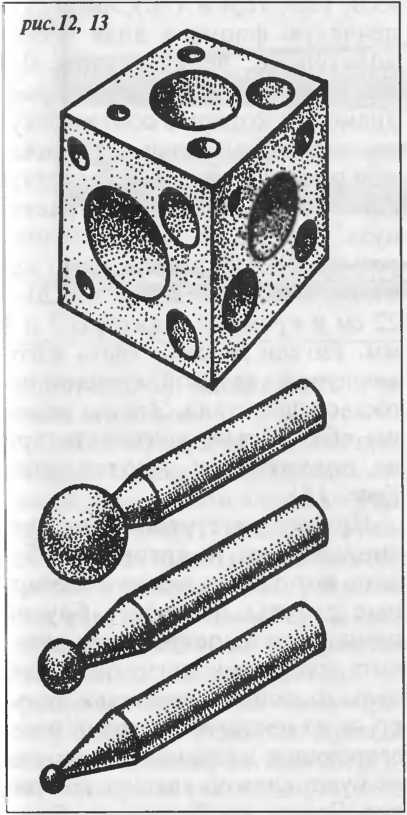
Для додання елементам візерунка верхньої наборки напівсферичної форми вам буде потрібно шматок товстої ( від 1,5 див і більше) гуми й два-три пуанзела від 7 до 15 мм. Це позбавить вас від необхідності купувати дорогий комплект, що полягає з анки — металевого куба з напівсферичними вилученнями й цілого набору пуанзелов (мал. 12, 13).
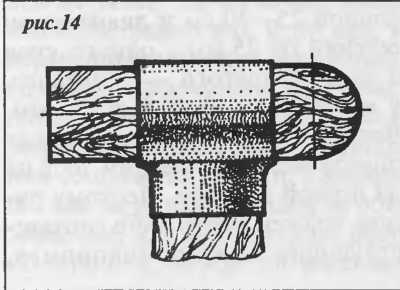
Виготовте з деревини твердих порід спеціальний молоточек, одна з поверхонь якого має напівсферичну
ревянний (текстолітовий) молоточек потрібний для роботи постійно: будь те вигибка дроту на ригелі й інших ювелірних пристосуваннях або вирівнювання поверхні плоского філігранного набору. Він не порушує фактури срібла, металу м`якого, але досить міцний, щоб міняти форму або об`єм срібної заготовки (мал. 14).
Березова дощечка поперечного переріза послужить при виготовленні корнерів (відомо, що • березові вугілля жарче горять). Розміри її довільні, але чим товстіше вона буде, тем довше прослужить. Підготувати її випливає в такий спосіб: обпаліть її пальником з однієї сторони до утвору вугільного шару в 3 мм. Не робіть цього у квартирі, а то, не дай Боже, учадієте? так і не почавши займатися такою цікавою справою
Кілька слів про інструмент спеціальному, якого не купиш у звичайному магазині
форму. Іноді замість дерева використовую текстоліт — пластик із тканини, просоченою смолою. Цей матеріал надзвичайно міцний, не боїться температури й зможе довго прослужити на відміну від дерев`яного. Розміри молоточка довільні, звичайно вони небагато менше слюсарного. Звичайний вам теж придасться — для кування, але де
Відвідаєте недавно відкритий павільйон на ВВЦ. Там допоможуть вам придбати необхідне. Художній салон на Никольской пропонує різноманітний асортименти (правда, дуже вуж дорогою) ювелірних інструментів. На Пташиному ринку є цілий ювелірний ряд (недалеко від торговців рибками), де торгують не тільки ювелірним інструментом, але й “супутніми” товарами. Побувайте на розвалі в господарського магазину, розташованого поруч із м. “Єлектрозаводская” (усі адреси московські). Але не поспішаєте купувати всі підряд, опитаєте спочатку друзів, знайомих, родички, може бути, найдеться відставний ювелір, готовий віддати або недорого продати необхідний інструмент
Запевняю вас, таке трапляється!.
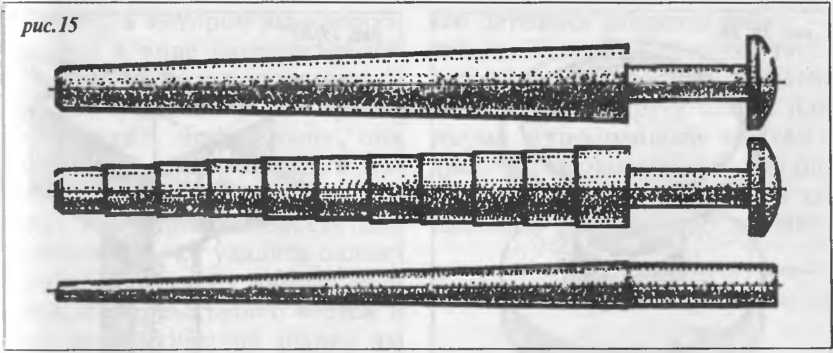
Отже, вам слід придбати ригелі: два — для гнучкі й виправлення кілець, перснів, третій — для вигибки елементів візерунка верхньої наборки. Ригель являє собою витягнутий усічений конус (робоча поверхня) довжиною 25-30 див і діаметрами перетинів від 25 мм із одного краю й до 20 з іншого — у першого, у другого — від 19,5 до 15 мм. Усякий знає, що розмір кільця визначається діаметром пальця на першій фаланзі. Тому ригель повинен мати або відповідні насічки (наприклад, 15,0; 15,5; 16,0 і т.д.), або східчасту форму у вигляді послідовно, через кожні 0,5 мм циліндрів, що зменшуються, діаметри яких відповідають діаметрам кілець. Східчастий ригель має свої недоліки: на ньому неможливо “розтягти” кільце, тобто побільшати розмір. Третій ригель має небагато меншу довжину — 20- 22 див і крайні діаметри 3 і 8 мм. Ригелі повинні бути виготовлені із твердої, міцної нержавіючої сталі. Це ви повинні обов`язково враховувати при їхній покупці або виготовленні (мал. 15).
Доглянете маленькі ювелірні лещата, на яких ви будете виконувати дрібні слюсарні роботи, затискати брусок припою, коли буде потрібно нагострити його. Лещат мог бу зроблен з будь-як матеріал, тільки не з кольоровий метал, що й несгорающих материалов, так как их будет сложно удалить из Важливо, щоб тисочки були міцними, щоб удержати брусок припою. Урахуйте на майбутнє: напилок, застосовуваний для цих цілей, потрібно тримати окремо від інших і не використовувати його для обпилювання заготовок, щоб потім не завищити пробу припою (мал. 16).
Магніт потрібно для очищення лома, срібних ошурок, припою від можливих вкраплень стали. Він може бути й не дуже потужним
Пайка здійснюється, як правило, на спеціальному пристосуванні, називаному «леткал». Розміри його можуть небагато відрізнятися по висоті й діаметру робочої поверхні, головне, при покупці враховуйте, якого розміру виробу ви збираєтеся виготовляти. Деталі леткала неважко виготовити на найпростішому токарському верстаті за даними на кресленні розмірам. Важливо, щоб його робоча поверхня (круглий майданчик діаметром 10-12 див) легко оберталася. Вра
щение, як правило, забезпечує сталеву кульку, покладений між збірними деталями. Обертова поверхня допоможе вам розглянути, що споюється виріб з усіх боків, рівномірно його прогріти й тим самим дасть можливість більш ретельно відстежити процес пайки і її завершення (мал. 17, 18).
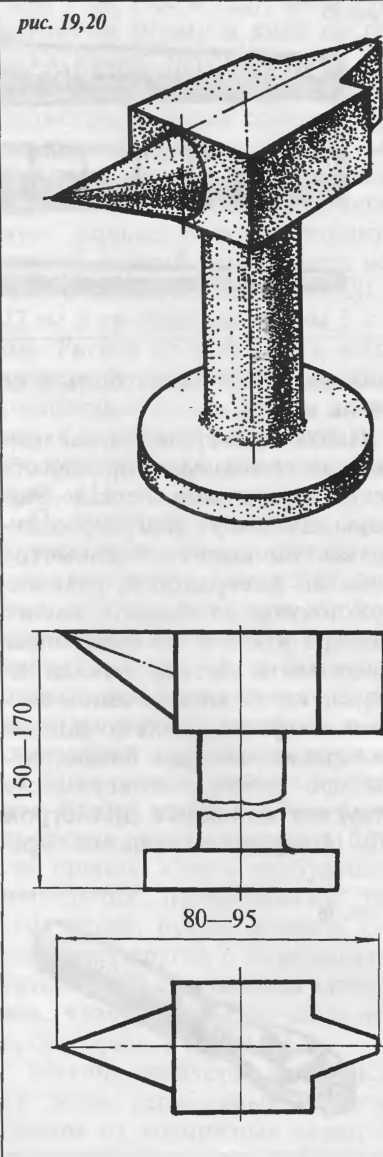
Далі шперак — універсальне пристосування для найрізноманітніших робіт: гнучкі й виправлення дроту, виплащива-ния нижнього набору, а також для додання йому циліндричної або конічної форми. Шперак завжди стоїть на робочому місці ювеліра, так само як і леткал, і дерев`яний молоток, і корнцанги й ін., тому що всі послідовні операції по виготовленню ювелірної прикраси сполучені з ними. Розміри його так само довільні й не обов`язкові, як і в леткала. Важливо лише те, щоб він мав усі
поверхні, зображені на малюнку: конус, паралелепіпед, призму (мал. 19, 20).
Для плавки металу вам потрібна буде звичайна столова ложка зі сталі (якщо такий ні, можна використовувати й мельхіорову, але не алюмінієву). Можна купити спеціальний керамічний тигелек, але набагато зручніше використовувати ложку, покриту декількома шарами азбестового паперу
Потрібна також изложница — ингус. Він являє собою металеву форму (краще чу-.
гунную), у якій вифрезеро-зан паз у вигляді паралелепіпеда, одна грань якого розташована ледве похило. Неробоча стінка в ингуса вище, вона служить екраном, який направляє розплавлений метал у паз. Похила площина паза дозволяє легко вилучити охолоджений злиток з ингуса. Розглянете уважно креслення й малюнок ингуса; на ринку ви можете побачити й інші його форми й розміри (з вертикальним заливанням, наприклад, або рознімні), але для вашої роботи ця — краща (мал. 21).
Після виливка сплав виглядає як брусок. З нього й прийде робити найтонший дріт. Перша операція, що веде до досягнення цієї мети — вальцювання, при якому брусок, зменшуючись у перетині й подовжуючись, перетворюється в пруток. Здійснюють вальцювання за допомогою вальців. Це досить складний інструмент, основними
його деталями є валки — два циліндри із твердої загартованої сталі, які притягаються друг до друга одним або двома притискними гвинтами (мал. 22). Повертаючись по паралельних осях (мал. 23) і захоплюючи брусок, валки з усили-
їм обжимають його (або тонкий дріт, коли її треба розплющити) і утоньшают. Для прокатки бруска у валках повинні бути так звані струмки (мал.24), трикутні або трапецеидальние проточки, розташовані по периметру діаметра валків. Форма цих проточек не настільки вуж важлива, головне, що вони повинні бути відкалібровані, тобто точно збігатися по калібру (розміру й формі) і місцю. Важливо, щоб у ваших валків проточки розташовувалися, по-перше, не по всій довжині валків, в-сот-рих, щоб їх було не менше п`яти й, по-третє, щоб вони послідовно зменшувалися до калібру (просвіту) у вигляді квадрата або шестикутника зі стороною не більш 1 мм. Валки такої конфігурації позбавлять вас від необхідності здобувати й гладкі валки, які в роботі також потрібні, і періодично їх заміняти
Наступна операція по виготовленню дроту — волочіння. Волочіння здійснюється в циайзене (його ще називають фильерами або волочильною дошкою; запам`ятаєте ці назви, вони придадуться вам при покупці). Він являє собою невеликої прямокутної форми сталевий аркуш із двадцятьма й більш послідовно зменшуваними ( через кожні 0,05 мм!) отворами-фильерами, починаючи від 2 мм і кінчаючи 0,2 мм. Така послідовність забезпечить протягання заготовок. Іноді фильери продаються окремо. Звичайно вони виготовлені з побідиту, надтвердої сталі. Їх можна вставити в сталеву дошку самостійно, якщо є навички в токарській роботі. По ходу волочіння дроту через циайзен у мастильну вхідну лійку фильеров подають натуральний віск. Найкраще залишати оболонку від сиру (жовту або червону). Розріз матриці-фильера й схема процесу волочіння показані на мал. 25, 26.
Як правило, волочильну дошку закріплюють у звичайних слюсарних лещатах (мал. 27), які повинні мати потужні губки для затиску, а для закріплення вальців вам необхідно купити пару міцних струбцин (мал. 28). Потрібно отме-
тить, що процес волочіння в початковій стадії досить трудомісткий, тому самі лещата також повинні бути надійно прикріплені до верстата або стола
Вальці й, особливо, циайзен — пристосування, які важко виготовити навіть дуже гарному токареві, тому їх прийде купити. Коштують вони досить дорого, але, на щастя, не так вуж часто потрібні, і мій вам рада: кооперуйтеся. Знайдіть одного або краще двох друзів-единомишленни-ков, переконаєте їх у доцільності кооперації. По-перше, ви заощадите гроші, по-друге, заготовлювати дріт краще вдвох або втрьох, тому що спочатку вам одному не попоратися. Домашні вам не помічники, адже вони не знають предмета вашого захоплення, але взаємодопомога й вза-имоподсказки ( як говорять: одна голова — добре, а дві — краще) будуть гарною підмогою вработе.
При покупці вальців обов`язково розглянете струмки (проточки) у валків, їх калібрування (послідовне розташування проточек і їх збіг); пом-
ните, що вам треба, і не беріть що потрапило. Те ж і із циайзе-ном: вам потрібний інтервал між діаметрами отворів в 0,05 мм, іншої вам не годиться. Буває, пропонують циайзен з отворами, починаючи з 3 мм. Фильери від 3 до 2 мм вам зовсім ні до чого (ви попросту не зможете вручну простягнути дріт такого перетину, яким би ви Геркулесом не були), ну а то, що вони коштують набагато дорожче, і говорити не доводиться
Для опоряджувальних робіт вам буде потрібно спеціальний мотор зі стрижнем-шпинделем або цан-гом, у якому кріпляться різні полірувальні насадки (щетинні щіточки й ін.). Можна використовувати для полірування малооборотистую дриль, а також бормашину. Якщо у вас є технічна кмітливість, ви без особливої праці зберете домашній полірувальний верстат (закріпите мотор на станині, приспосо
битці вимикач, цанг або шпиндель) (мал. 29).
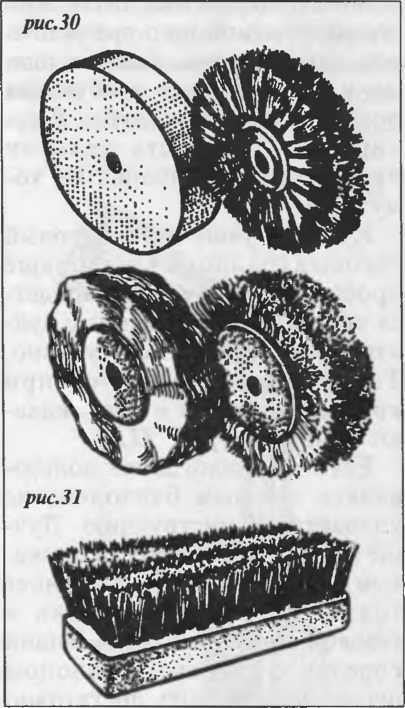
Для полірування філігранних виробів застосовують щетинні або волосяні дискові щітки. Для додання їм потрібної твердості волоски можна вкоротити. Для остаточного полірування використовують матер`яні кола ( найчастіше з бязі, фланелі і т.д.). Такий диск можна зробити вручну: кілька шарів тканини закріплюють із двох сторін дисковими щічками й оформляють коло ножицями. Нитяні кола застосовуються для наведення глянцю на поверхні виробу (мал. 30).
На поверхню будь-якого кола наносять полірувальні пасти. Краща — паста ГОИ — оксид хрому, тонкий абразивний порошок насичено зеленого кольору, у якому в якості зв`язування присутні технічні жири, стеарин (тому на дотик вона злегка масляниста), а також двовуглекисла сода, олеиновая кислота. Для активізації процесу полірування в пасту додаються скипидар або гас. Годять-Ся й інші пасти, але краще вибирати дрібнозернисту. Для первинної обробки використовують більш грубу, а для доведення — дрібнозернисту. Пасту випускають у вигляді циліндричних стрижнів. Наносять її на полірувальне коло легким торканням при обертанні дискової щітки. Мівся
або простій, без добавок, зуб-шй порошок не заміняють поли-: овочних паст, але надають виробу додатковий блиск, тому подбайте, щоб те або інше у вас було
Після відбілювання ювелірний виріб стає матово-білим, і, щоб полірування після чорніння йшла краще, його крацу-ют спеціальною мідною або латунною щіточкою. Крацовочная щітка знімає матовий наліт зі срібного виробу, який після цієї операції блищить, як поліроване. Щітка може бути й дискової й насаджуватися на шпиндель мотора або зажиматься в цанзі, як полірувальні кола (мал. 31).
Для зважування металу вам будуть потрібні ювелірні ваги. У принципі не важливо, якої конструкції ваги ви придбаєте, аби тільки вони були досить точними (мал. 32).
Ну, і, мабуть, останнє: вогонь. Простіше всього — придбати газовий балон і пальник з насадками. Це вийде дешевше, чим бензиновий пальник, до якого будуть потрібні хутра, бензиноупорние трубки, бачок для бензину й спеціальний пальник з жиклером — рассекателем вогню, а також бензин. При пайку філігранних виробів практично ніколи не користуються вузьким полум`ям, хіба що при виготовленні корнерів. Тому.
можна користуватися беззмінно однієї насадкою й під час плавок, коли потрібно потужне полум`я, і під час пайок, що вимагають рівного широкого вогню. Регулювати твердість полум`я потрібно лише спеціальним хомутиком
Купити краще пятилитровий газовий балон. Він довше прослужить, і вам рідше прийде звертатися в обмінні пункти, що працюють нерегулярно. Такі пункти є при великих вокзалах і обслуговують дачників (мал. 33).
Якщо ви ніколи не користувалися газовим балоном, не уповайте на інструкцію. Краще звернетеся до того, хто знаком з його обладнанням, знає тонкощі установки трубки й газового пальника. З`єднуючий пальник з газовим балоном шланг повинен бути досить міцним для високого тиску газу й мати надійні кріплення на штуцерах. Газовий апарат забезпечує температуру нагрівання в межах 1100° З.
Коли балон готовий до роботи (газ вільно підпалюється, рівно горить, не “плюється”), вам потрібно зі смужки в 1 див будь-якого нетвердого металу виготовити хомутик, який буде регулювати твердість полум`я. Стежите, щоб він був добре підігнаний: не рухався б по поверхні самостійно, але в
те ж час не вимагав би особливих зусиль при його переміщенні, щоб додати або зменшити повітря, яке подається через отвори трубки (мал. 34).
Вам потрібно якесь час
поупражняться в підпалюванні, вимиканні пальника, а також у регулюванні полум`я хомутиком, щоб придбати стійкі навички й упевнено почувати себе в подальшій роботі
Можливо, ви віддасте перевагу бензиновому апарату (мал. 35). У нього є певні переваги. На відміну від газового пальника, він дає більшу температуру (1300° С). За допомогою хутр повітря подається в бачок, наповнений невеликою кількістю бензину, і, возгоняя його пари, подає газову суміш у пальник. Регулювання полум`я в пальнику відбувається не тільки кількістю подаваного хутрами повітря, але й за допомогою перемикача (суміші
теля), який направляє пари бензину по одній із трубок пальника. Рівномірність полум`я забезпечує жиклер — спеціальне пристосування у вигляді
диска з отворами, вставлене в трубку пальника (мал. 36).
При складанні бензинового апарата важливо (будьте уважні!) правильно приєднати шланги до вхідного й вихідного каналів бензинового бачка, тому що при неправильному напрямку подачі повітря відбудеться виплеск палаючої суміші з пальника. Шланг від хутр повинен приєднуватися до каналу, що має довгу трубку усередині бачка. Бензин для роботи повинен бути відмінної якості з високим октановим числом (краще використовувати так званий авіаційний бензин). Пари його при горінні не повинні утворювати кіптяви, кото-
раю перешкоджає пайці (37, 38).
При роботі з будь-якими паяльними апаратами необхідно дотримувати елементарних правила техніки безпеки: поруч не повинне бути легкозаймистих предметів, роботу слід вести при найпростішій витяжці щоб уникнути скупчення газу або пар бензину впомещении.
Для запобігання перегріву ювелірних пристосувань вам буде потрібно вогнетривкий матеріал: азбестовий картон або азбестовий папір. Крім того, вам буде потрібно виготовити азбестовий леткал — дерев`яну дошку розмірами 50x15x4 див (розміри довільні), оббиту з однієї, широкої сторони азбестовим картоном, який можна закріпити по периметру алюмінієвим куточком (мал. 39). Поверхня азбесту згодом “спрацьовується”, стає горбистою й пористої від нашарувань застосовуваних флюсів, залишків припою, кіптяви. У цьому випадку азбестовий шар поміняють. У виточений паз обертового леткала також укладають кілька шарів вирізаного по розміру робочої поверхні азбестового аркуша або картону
Тепер про метали й хімічних речовинах, з якими вам доведеться працюватися
Насамперед це срібло, у чистому виді білого кольору пластичний, тягучий метал, легко ггжется навіть ножем, великолеп-ю полірується, має високу відбивну здатність. Температура плавлення чистого :гребра — 960,5° С. Серед інших видатних здатностей
- найвища єлектро- і теплопровідність. В обрамленні срібла, що ставиться до розряду дорогоцінних металів, прекрасно виглядають дорогоцінні й напівкоштовні камені. Срібло стійке до впливу вологи, кислот. Навіть “Царська горілка”, що полягає, як відомо, із двох концентрованих кислот і розчинююча золото, на сріблі утворює захисну плівку. Але від повітря, а головним чином від сірководню, що входить до його складу, срібло темніє. Срібло легке взаємодіє із сіркою, тому чорніння срібла роблять найчастіше сарною “печінкою”. Основними джерелами срібла є руди, у яких, як правило, крім срібла втримуються й інші метали. Витягають срібло з руди промисловими способами й очищають його за принципом аффинажа (очищення) — розчинення срібла на аноді й кристалізації на катоді. Якщо вас зацікавлять хіміко-фізичні процеси, краще звернутися до спеціальної літератури
У будь-якому будинку завжди знайдуть
ся старі срібні півкарбованця, різний лом (старі, зламані срібні прикраси, ложки, підсклянники і т.д.). Можна змело побрати зі столового срібного сервізу пари-трійку срібних стопочек або, наприклад, молочар з ледве пом`ятим бочком. Не використовуйте тільки німецьке срібло (звичайно воно 700-й проби), тому що в ньому є, крім міді, інші добавки, які роблять його більш твердим. Вам же потрібно для роботи м`яке й податливе срібло
На срібному виробі завжди коштує проба (не беріть срібло без проби!). Стародавня проба позначалася у вигляді двозначного числа (наприклад, 84). Це значило, що в 96 золотниках (максимальна проба) сплаву втримується позначене цифрами кількість срібла (84 золотника). Сучасні нові проби представлені тризначним числом: 875, 916, 925. Ці числа позначають кількість міліграмів чистого срібла в одному грамі сплаву. Так, проба 875 означає, що в одному грамі сплаву втримується 875 міліграмів чистого срібла. Існує й каратная система проб з розрахунку максимальної проби 24, але вона призначена тільки для золотих сплавів. Іноді проба позначена символом. Щоб докладно ознайомитися з різними пробами, потрібно звернутися до відповідної до літератури. Згодом, працюючи зі сріблом, ви навчитеся напевно визначати, срібло перед вами чи ні. Зараз же довіряйте тільки клейму
Перевірити сплав срібла можна й за допомогою хімічних реактивів. Для пробирования срібла використовують в основному хромпик, що полягає із двухромового калію, розчиненого в дистильованій воді з додаванням сірчаної кислоти (на 100 г води береться 6,7 г концентрованої кислоти й 9,4 г солі калію). Під впливом хромпика срібло високої проби реагує червоно-кривавим кольором. Бурий, буро-червоний колір говорить про більш низьку (600— 700-й) пробі сплаву
Для філігранних робіт використовується срібний сплав, один грам якого повинен містити 960 міліграмів чистого срібла ( решта мідь). Треба відзначити, що срібло легується тільки міддю. Зі сріблом у чистому виді дуже приємно працювати, воно дуже пластично, податливо, не “горить” при пайку, але виробу, виконані з нього, легко зазнають деформації. Добавка ж невеликої кількості міді надає сріблу твердості, але знижує температуру плавлення сплаву. Чим більше додається міді, тем твердіше стає сплав і нижче температура плавлення (правда, до певної процентної сполуки, потім крива змін помітно міняє напрямок).960-я проба забезпечує в сплаві оптимальну твердість і високу температуру плавлення. Зустріти її зараз важко (в 50-х роках, коли радянське філігранне мистецтво переживало своєрідний розквіт, у продажі було багато виробів цієї проби), тому такий сплав прийде виготовити. Для цього необхідно придбати чисте, або, як його ще називають, технічне, срібло. Можна звернутися до знайомих хіміків, які вам допоможуть очистити наявне у вас срібло. На ринку радіоаматорів у московському мікрорайоні Митино ви можете знайти в продавців тумблери (перемикачі) стародавнього зразка. Одна з його деталей (порожній циліндр) содер-кит 1,5 г чистого срібла. Циліндр із мідним стрижнем вас не } будує. Вилучити його досить складно. Якщо ігнорувати мідне включення, то при плавці вийде низькопробний сплав. Необхідна кількість срібла ви визначите для себе самі, виходячи з розрахунку, що на одну частину пробного срібла необхідно дві частини чистого
Для виготовлення припою буде потрібно чиста мідь. Мідь — метал червоно-рожевого кольору, дуже пластичний, м`який і теплопровідний. По фізичних якостях вона подібна зі сріблом: також легко паяється й полірується. Температура плав-тения міді — 1083° С. Мідь широко застосовується в сплавах (латунь, бронза, мельхіор, нейзильбер, альпака), у тому числі й дорогоцінних
При виливку розплаву попередньо нагрівають і змазують ингус. Змащення здійснюють за допомогою високоякісного воску. Найкраще підходить бджолиний
Для очищення срібного сплаву при плавці використовують селітри — натрієву й калієву. Селітра, нагріваючись, виділяє кисень, який взаємодіє з елементами шихти й переводить їх воксиди.
Контур і набір філігранного візерунка прикріплюються до паперу за допомогою клею БФ-2 або.
БФ-6. Можна використовувати для цих цілей безбарвний столярний, вишневий (камедь) або нітролак
Пайка срібного виробу здійснюється за допомогою припою й флюсу, речовини, яка очищає поверхні деталей, що споюються. У якості флюсу у філіграні застосовують буру й борну кислоту. Бура — натрієва сіль тетраборной кислоти, продається у вигляді порошку у фотомагазинах. Іноді буру, попередньо прожарену, змішують із ошурками припою в співвідношенні 1:1. Однак при пайку трапляється, що бура, що нагрівається, спучується й може ушкодити пайці. Краще використовувати водяний розчин бури й борної кислоти в наступній пропорції: на 100 г води (краще дистильованої) додають по 20 г бури й борної кислоти (у порошку).
Спаяний виріб завжди отбеливают. Відбілювання забезпечує 20-процентний розчин сарною або 5-процентний розчин соляної кислоти. Кислоту концентровану потрібно зберігати з усіма обережностями, які необхідні. Краще відразу заготовити потрібний розчин тієї або іншої кислоти й, надписавши, забрати вище.
Для чорніння виробів необхідні сіра й поташ, які є складовими сарною
«печінки». Сірку у вигляді жовтого порошку швидше за все можна купити в магазинах, що торгують різними хімікатами або хімічно чистими речовинами. Поташ, гідрокарбонат калію, продається вфотомагазинах.
Для полірування філігранних виробів, як уже говорилося, потрібні пасти, зубний порошок або крейда
Отже, от перелік матеріалів і хімікатів, необхідних у роботі:.
срібло пробне й чисте;.
чиста мідь;.
селітра;.
бура;.
борна кислота;.
віск (сирний або бджолиний);.
клей БФ-6 або БФ-2;.
азбестовий картон або папір;.
соляна, сірчана кислота;.
сірка;.
поташ;.
полірувальні пасти
Що ж, якщо все підготовлене, настав час приступати кработе.