 |
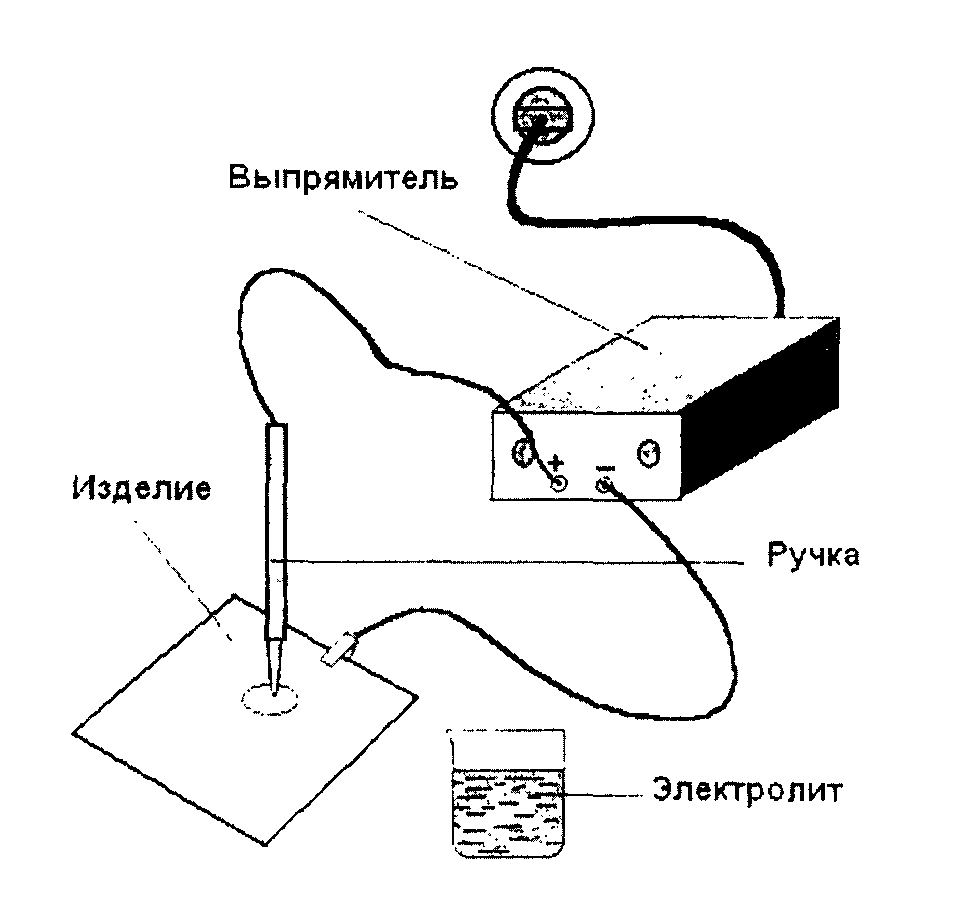
Рис. 2.8. Схема обладнання для нанесення гальванічних покриттів натиранням |
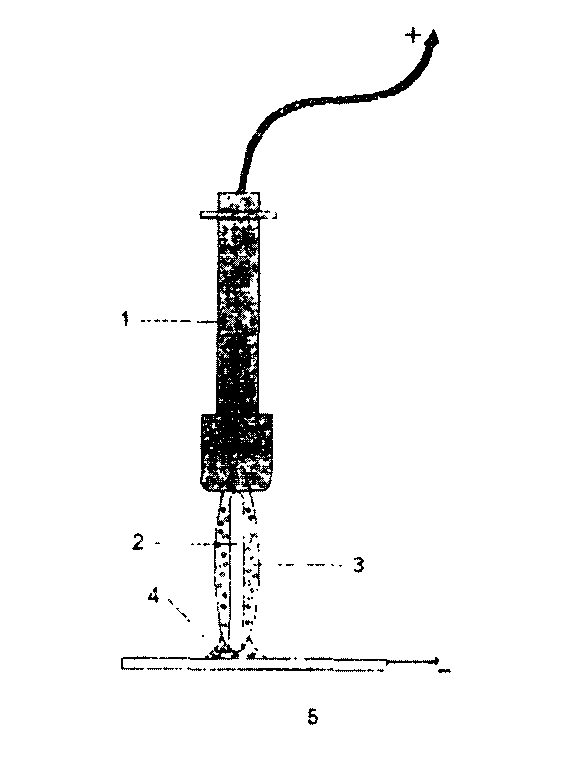
Замість пера в ручці використовується губчатий матеріал, який за допомогою проведення з`єднується з позитивним полюсом джерела струму. Змочуючи перо ручки електролітом, натирають знежирену поверхню виробу, яка з`єднана з негативним полюсом джерела струму. При цьому анод з губчатого матеріалу, просоченого електролітом, швидко рухається по поверхні металу, що покривається, і осаджує метал безпосередньо на виріб
Ручки для єлектронатирания складаються з кабелю, пластмасової рукоятки (власник) і анода, обгорнутого в губчатій чохол (мал. 2.9).
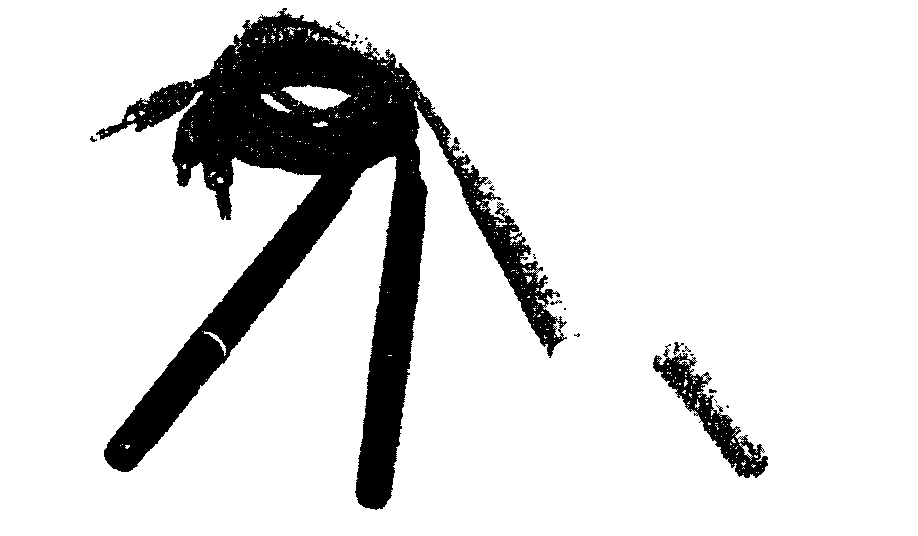 |
Рис. 2.9.15 |
За допомогою методу натирання легко проводити покриття певних місць поверхні виробів, а також покриття виробів із закріпленими дорогоцінними каменями, коли є небезпека розтріскування каменів при зануренні їх у гарячий електроліт
Для нанесення покриття методом натирання використовують спеціальні електроліти з мінімальним змістом ціанідів. Концентрація металу в цих електролітах набагато вище, чим у звичайні. Швидкість осадження в 5-Ю раз вище, чим при використанні звичайних електролітів