 |
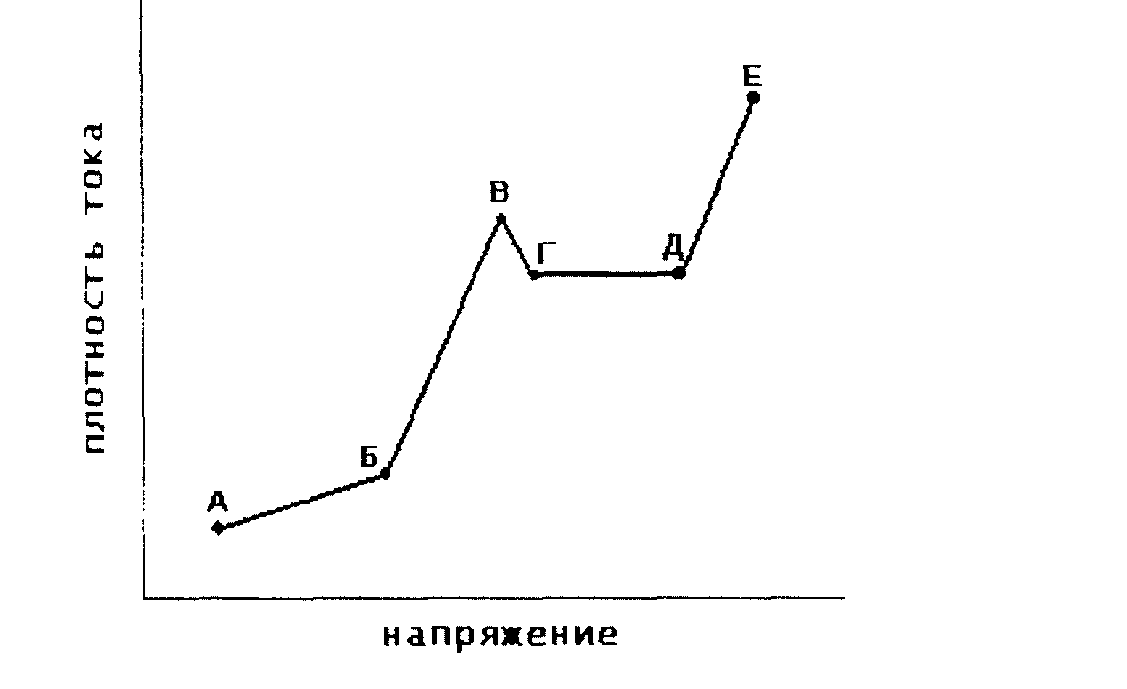
Рис. 3.3. Залежність між щільністю струму й напругою у ванні з електролітом |
Універсальний електроліт, придатний для полірування чорних і кольорових металів має
наступна сполука:.
Ортофосфорна кислота Н
Р0
..........................................65% ( по масі).
Сірчана кислота H
S0
....................................................................15%.
Хромовий ангідрид Croi..................................................................6%.
Вода..........................................................................................14%.
Температура електроліту...............................................................80С.
Щільність струму....................................................................50-70 а/дм".
Час полірування...................................................................3-5 мін
Після полірування виробу необхідно ретельно промивати в проточній воді. При недостатньому промиванні в порах залишаються часточки електроліту, що приводять до утвору нальоту, висипи у вигляді іржавих плям на поверхні полірованого виробу