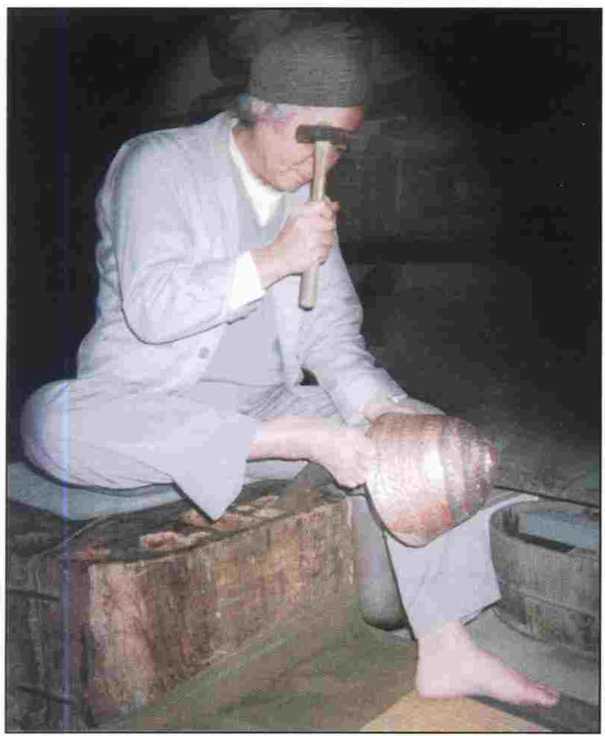
Норно Тамагава за роботою
.
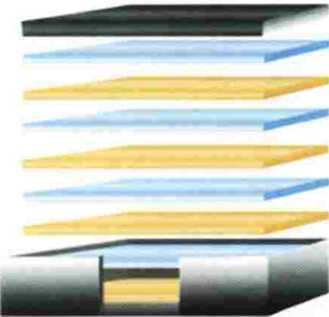
Для викладення брикету мокуме використовують піддон з іржавої сталі, як показано на малюнку внизу. Піддон хоча б з однієї сторони повинен мати вилучення або отвір, щоб під час випалу можна було спостерігати за квітами розжарювання й процесом «запотівання» поверхні
Як основу майбутнього виробу (його внутрішньої частини) Тамагава використовує товстий шматок міді, його товщина повинна рівнятися приблизно 1/3 товщини всього орикета, а в якості вантажу -.
шматок малоуглеродистой іржавої сталі таких же розмірів. Метал очищають хімічним шляхом у розчині ціаністого калію (5 г на 1 л води). Потім його промивають у чистій воді й витирають тканиною без ворсу. Брикет формують, комбінуючи метали, як наведено нижче:
Мідь, шакудо, мідь, шакудо, мідь
Мідь, чисте срібло, шакудо, чисте срібло, мідь, чисте срібло, шакудо, чисте срібло
Мідь, куромидо, мідь, куромидо.
Мідь, чисте срібло, куромидо, чисте срібло, мідь, чисте срібло, куромидо, чисте срібло
.
Шари металів з більш низькою температурою плавлення містяться між шарами з більш високою температурою плавлення в бажаній послідовності, а потім увесь брикет укладається на.
підношення з малоуглеродистой стали. Наверх кладе сталева пластина для придавливалия брикету. Товстим залізним дротом Тамагава щільно зв`язує брикет, що вийшов
Шаруватий метали поміщають у гарячий ковальський горн, що працює на металургійному коксі (очищене й перероблене вугілля, що горить чистим полум`ям). До нього [коксу] додається деревне вугілля, яке створює відбудовну атмосферу. Металева маса нагрівається доти, поки краю не почнуть «запотівати». У цей момент брикет негайно виймають із печі й злегка проколачивают дерев`яним молотком. Якщо здій металів з`єдналися належним чином, дріт бисфо знімають, а металевий блок - проковують. Якщо брикет містить срібло, проковувати починають, коли метал перестане бути червоного кольору. Потім шляхом почергового проковування й відпала металевий брикет стоншують до 5-7 мм.
Малюнок мокуме Тамагава надає за допомогою традиційного інструмента хатсури-тагані (напівкруглого різця по дереву, який залишає в металі U-Образні канавки). (Див. «Виготовлення напівкруглого різця «бичачий ніс» на стор. 70). Шарувата заготовка наклеюється на смолу або зажимается в більших слюсарних лещатах. Потім за допомогою хатсури-тагані він проробляє в ній канавки на глибину не менш трьох шарів, створюючи бажаний візерунок. Після цього заготовка знову проковує, поки не стане абсолютно плоскої. Цикл різьблення-проковування повторюється не менш чотирьох раз із постійним контролем над, що проявляється малюнком. Після того як малюнок сформований, а вирізані канавки злилися з поверхнею, він продовжує проковування доти, поки не одержить бажану товщину. Тепер заготовка мокуме з малюнком готова для подальшої обробки, а саме - для вибивача або формування традиційними способами. Після вибивача й фінішної обробки, металу надається колір за допомогою процесу, у якому використовується унікальна японська патина рокушо (rokusho)».
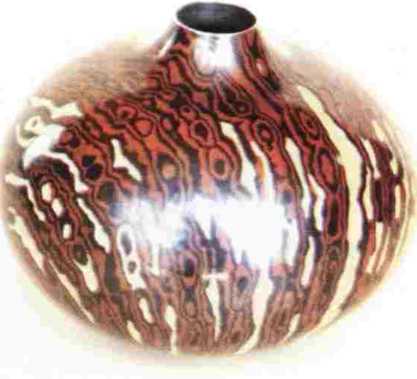
Карбована посудина: мідь, середро, шакудо. Норно Тамагава.
Фото: Пижановски