.
Метал
З Пижановски я працював, в основному, з міддю й куромидо. Вони добре сплавляються другу іншому й при патинуванні дають комбінація насичених відтінків червоно-коричневого й синьо-чорного. Куромидо стало дуже важко одержувати ( з Японії), тому я почав експериментувати з металами, наявними в США. Я думаю, що найкраще працювати із чистими металами. При роботі з ними виникає менше складностей, проте, ви повинні брати до уваги їх сумісність. Щоб мати стійкий результат, вам необхідно знати сполука кожного використовуваного сплаву. Можна використовувати латунь, стерлінгове срібло, нейзильбер і багато інші доступні метали, але при роботі з ними виникає більше проблем. Кожний із цих металів у сусідстві з міддю має унікальну крапку сплавки й температурний інтервал для обробки. Наприклад, стерлінгове срібло схильне до червоноламкості. Інакше кажучи, якщо його вдарити молотком при червоному світінні, воно, імовірно, розколеться. Його краще проковувати при чорному світінні. Чорне світіння з`являється моментально після зникнення червоного. Найбільше я люблю працювати з міддю й чистим сріблом. Вони сплавляються при відносно низькій температурі, дуже кування, невимогливі й створюють яскравий контраст навіть без патинування. Б цій статті ми будемо розглядати брикет мокуме, виготовлений з міді й чистого срібла
Підготовка брикету
Брикет, з якого ми почнемо, складається з 21 абсолютно плоскої пластини площею 5 х 5 див товщиною 14-16 B&S (1,6-1,3 мм). Використовуйте 11 мідних пластин і 10 пластин із чистого срібла. При використанні непарного коли-.
чества пластин ви одержите той самий метал, мідь, зверху й знизу брикету. З>го ж гіті метал, щоб він був м`яким, і вирівняйте його при необхідності. Це буде гарантією того, що, коли металеві пластини будуть складені в стопку, усі вони будуть щільно притиснуті друг до друга, і це запобіжить появі оксидної плівки між шарами. Відпал проводите на чистій плоскій поверхні вогнетривкої цегли або підставки для пайки. Відбілите, потім ошлифуйте кожну пластину за допомогою пемзи й абразивної губки Scotch-Brite. Над раковиною на абразивну губку нанесіть засіб, що знежирює, наприклад, «Fantastik», а потім вмочіть її в пемзу. Очищайте пластини, утримуючи їх тільки по краях. Мої студенти проводять цю процедуру в хірургічних рукавичках, щоб уникнути стикання з металом. (Слухайте, а чому я про це не подумав раніше?) Споліскуйте метал у проточній воді. Металева пластина вважається чистої, якщо вода стікає рівною плівкою. За один підхід можна очистити 5-6 пластин, потім висушите їх і починайте формувати брикет. Краще перестаратися з очищенням, чим одержати невдалий брикет через те, що метал був брудним. Аркуші НІКОЛИ не з`єднаються, якщо вони були брудними або покритими оксидною плівкою
На підготовлену сталеву пластину розміром 75 х 75 х 6 мм (яка була попередньо просвердлена з кожного краю й покрита жовтої охрой) по черзі укладайте пластини в стопку. Жовта охра не дозволить мідним пластинам сплавитися зі сталлю. Коли ви будете свердлити отвору для бо;ггов у сталевих пластинах, розташовуйте їх по центру кожного краю пластини, а не по кутах. Між брикетом і болтами вам буде потрібно відстань в 3 мм. Після укладання шарів зверху покладете другу сталеву пластину товщиною 6 мм (також покриту жовтої охрой і просвердлену, щоб отвору збігалися). За допомогою чотирьох болтів розміром М 6x50 із шестикутними капелюшками з`єднаєте обидві сталеві пластини разом. Користуйтеся негальванізованими болтами, оскільки цинкове покриття потенційне може заг рязнить брикет при вигорянні в горні. Затягуйте болти за допомогою двох гайкових ключів. Болти повинні бути щільно затягнуті, але, якщо ви перестараєтеся, то ви їх зламаєте. Основний момент полягає в тому, щоб болти сиділи щільно, але без напруги. Перевірте, щоб краю брикетів були вирівняні, і сам брикет розташовувався строго по центру затискних пластин. Ключовими моментами є: рівномірний тиск і рівномірне нагрівання. Коли брикет, затиснутий між пластинами на болтах, буде нагріватися, метали будуть розширюватися й збільшувати тиск на притискні пластини, і цей тиск буде сприяти формуванню сполучного шару між шарами

Фото: TTU Photo Services
Горн
Від вугільного горна я у своїх роботах перейшов на промисловий газовий горн, виготовлений компанією «Manckle». У прошлом я сконструював кілька простих газових горнів, використовуючи огнеулюрние цегли, грубні полки, хутра й стандартні фітинги для труб. Ці горни були зібрані наспіх і звичайно змушували бажати кращого. Незважаючи на те, що вони працювали, я рекомендую промислові горни, ціна яких починається від декількох сотень до:тарів і які можна придбати в постачальників кузнечног про встаткування й устаткування для виготовлення ножів. Якщо ви прагнете сконструлфовать свій собст-.
венний горн, креслення для виготовлення гарного газового горна можна придбати в ABANA (Північно-американська Асоціація Художників - Кузні-1 юв). Газові горни звичайно працюють на пропані або природному газі. Кожному з них требу ются різні сопла для запалювання. Якщо ви не певен у тому, що вам потрібно, я думаю, що місцеві газові компанії зможуть вам допомогти. Вони можуть не зовсім розуміти, що ви збираєтеся робити, але вони завжди робили все можливе, щоб допомогти мені розв`язати проблеми, пов`язані з газом. Я використовую той самий горн як для ковальського зварювання стали, так і для виготовлення мокуме. Цей горн створює стабільний жар і контрольовану відбудовну атмосферу. Він також більш чистий, чому вугільний горн і може працювати де завгодно. Мій горн приєднаний до великого газового балона, але підійдуть і балони по 19л, якими ви користуєтеся для домашнього барбекю.

Сплавка брикету
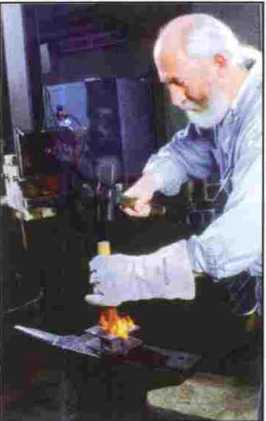
Прогрійте горн протягом напівгодини. Закладете цеглами або закрийте отвір iюсле того, як ви підпалили горн. Це буде сприяти більш швидкому нагріванню й рівномірному розподілу тепла. Після прогріву зменшите подачу газу й піддувши. Якщо вони будуть подаватися в такий же спосіб, як для зварювання стали, то мій брикет мокуме за лічені секунди перетвориться в лужицу срібного сплаву. Слабкі мови полум`я, що вириваються з вікна горна, і жовтогаряче світіння внутрішніх стінок указують на те, що встановилася необхідна температура ( при жовтому світінні температура занадто висока). Обмежте подачу повітря, щоб підтримувати відбудовну атмосферу (позбавлену кисню) усередині горна для запобігання окиснення металів. Помістите брикет горизонтально в центр горна. Для гарного захоплення верхньої сталевої пластини брикету використовуйте довгі сталеві ковальські щипці. Можливо, перед закладкою брикету в горн вам буде необхідно небагато попрактикуватися захоплювати його щипцями. Коли він уже усередині, стежите за кольором сталевих пластин і брикету, щоб визначити, наскільки рівномірно метал нагрівається. Їли одна ділянка виглядає більш гарячим, переверніть або поверніть його в потрібно положення. Поки брикет перебуває усередині горна, ваші очі до;икни постійно подорожувати по його поверхні й по поверхні сталевих пластин. Це дуже важливо! Якщо один кут розплавиться швидше, чим будуть готові інші, у підсумку, ви
відправите весь брикет у лом. Залежно від горна вам, можливо, зовсім не знадобиться повертати брикет. Для мого горна нормально, якщо я кілька раз перевертаю й повертаю його навколо себе

ЗАПОБІЖНИЙ ЗАХОДУ: Ви в обов`язковому порядку повинні працювати в захисних затемнених окулярах. З горна виходить величезний потік Уф-Променів. Доведене, що про-должите.льное вплив цих променів збільшує можливість появ-.
ления катаракти й інших проблем із зором. Допоможуть навіть сонячні окуляри. Пізніше, у процесі проковування, існує ризик розбризкування на вас розплавленого металу. Необхідний захисний одяг, тобто товсті шкіряні рукавички, бавовняна або вовняний одяг і шкіряний взуття. Я iтриношу cboi i вибачення за те, що на світлинах я представлений без захисних окулярів. Фотоспалах зробив це неможливим. Звичайно в кузні я завжди ношу затемнені защт ттние окуляри
У газовому горні процес сплавки брикету займає близько 15 хвилин. Краще нехай цей процес займе більше часу, чому його підганяти. Більш тривалий час у більш прохолодному горні означає, що ви постійно рівномірно прогріваєте брикет. Якщо ви поквапитеся, зовнішні краї брикету можуть сплавитися до того, як середина прогріється до необхідної температури. Пильно стежите! Коли брикет почне світитися, ви вже близько. Отелите за тим, що з`являється у вигляді блискучої срібної смужки між шарами брикету. Вона буде виглядати, начебто розплавлений срібний припій з`єднується з «, що потіє» металом, або по краях брикету з`являються маленькі бусинки - ВИЙМАЙТЕ! Дуже важливо, щоб ви виймали брикет горизонтально й утримували його в горизонтальному ж положенні. Якщо срібло небагато гаряче, чим випливає, воно в буквальному значенні проллється при нахилі
Покладете брикет на ковадло до того, як він ствердіє. Я вичікую близько 1 хвилини

Проковування
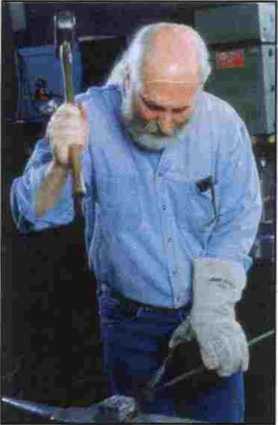
Коли брикет ствердів, але дотепер світиться, використовуйте великий дерев`яний брусок і ковальський молот для його осідання. Для цього встановите дерев`яний брусок по центру сталевої пластини й ударте по ньому молотом. Із цим легше впоратися вдвох: один тримає щипцями брикет, а другий його проковує. Удари молота повинні бути помірної сили й рівномірними, а дерев`яний брусок повинен переміщатися по поверхні сталевої пластини. Це сприяє зміцненню сполучного шару. Зараз ви повинні зменшити товщину брикету лише настільки, щоб він вільно «бовтався» між сталевими пластинами
Я затискаю голівки болтів у лещатах і розкручую гайки за допомогою гайкового ключа. Тепер вийміть болти, і нехай брикет акуратно впаде на ковадло. Зараз для брикету вам, можливо, знадобляться інші щипці. Протягом усього процесу я користуюся трьома парами щипців
Перша пара - довгі, близько 60 див, щоб їх можна було засовувати усередину горна. Ці щипці здатні надійно втримувати сталеву пластину товщиною близько 6 мм. Друга
пари щипців потрібна для того, щоб утримувати брикет відразу після сплавки, коли він має товщину від 25 до 32 мм. Коли він прокований до товщини близько 20 мм або навіть менше, вам знадобиться третя пара щипців, яка зможе забезпечити його захоплення, коли він досягнеться товщину в 0,5 див. Кожна пара щиппов має плоскі губки, щоб можна було захоплювати за верх і низ бртткета. Іноді я також використовую пару захоплюючих кліщів. У них довгі тонкі губки, і вони мають широкий спектр застосувань, але в них не така сила хвата. Що ж трапилося з тими чарівними щипцями, які могли схопити все, що завгодно?.
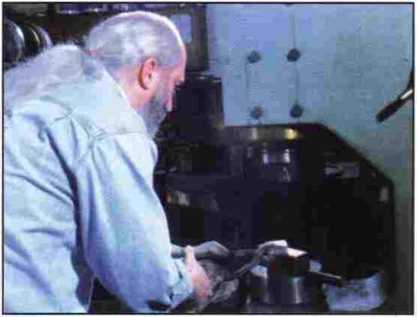
Брикет тепер потрібно знову нагріти в горні до того моменту, як він знову почне світитися. Коли я думаю, що він досить нагрітий, я щипцями виймаю його з горна й витримую його в тіні нижче горна. Таким чином, я зможу побачити колір металу в дійсності. Якщо я буду чекати доти, поки метал почне світитися тим же кольором, що й полум`я в горні, він занадто нагріється й зможе розплавитися. Часто перевіряйте, поки метал не нагріється до потрібної температури. Цим ви отожжете сплавленний брикет і зможете проковувати його, як масло. Проковуйте його на гарячу відразу з вогню. Єго можна зробити ручним ковальським меленому, кувалдою (якщо вас двоє) або моїм улюбленим механічним меленому
Для ручного кування я використовую кілограмовий молоті квадратним бойком. Його квадратний бойок повинен бути злегка округлений і відполірований. Цей молот буде досить швидко зрушувати метал, і, коли ви до нього звикнете, ви зможете проковувати, не залишаючи практично ніяких слідів від бойка. Початкове кування я проводжу в кузні на 70-кілограмовій (або більш) ковадлу. Я б віддав перевагу полірованому ковадлу, але для початкового кування це не так вуж важливо. Кування я закінчую на полірованому ковадлі. Брикет, виготовлений із чистого срібла й міді, має величезний ступінь ковкості. Кування можна проводити, починаючи від температури помітного світіння до кімнатної температури. Найкраще кування проходить при ледь помітному світінні. Доведіть брикет до температури відпала й покладете його на ковадло, поки він ще гарячий. Затисши кут брикету щипцями, утримуйте їх біля ковадла в напрямку до її центру. Таким чином, на ковадлі для кування буде перебувати 2/3 брикету. Точно в такий же спосіб ви можете робити кування за допомогою механічного молота або кувалди. Чим більше молот, яким ви можете ефективно управлятися, тем швидше й краще він буде зрушувати метал. При куванні тримаєте лікоть близько до тіла, і удари робіть вертикальними рухами нагору-униз. Наносите удари по брикету, а не по ковадлу або щипцях - це даремно. Звичайно при роботі з ручним молотом я доводжу товщину брикету до 3 - 6 мм, а потім захоплюю брикет за протилежний кут і вирівнюю товщину. При наступному
відпале я проковую протилежну сторону й утримую брикет за інші два кути для зняття внутрішнього напруження в металі. Якщо я працюю молотом в 45 кг, я можу npi I двох відпалах довести товщину брикету до 10 мм. Ніякої магії при роботі з механічним меленому ні, він просто створює більше зусилля. Дивно те, що метал його витримує й швидко зрушується. Кілька слів про обережності: механічні молоти можуть бути дуже небезпечні. Обов`язково вивчите інструкції й будьте дуже обережні. При кожному відпале ви можете дуже суттєво зрушувати метал куванням. Занадто частих відпалов не буває, але буває розшарування або розтріскування металу через рідкі відпалов. При відпале будьте уважні, щоб не розплавити брикет, тому що він може розпастися. Що й відбувається, оскільки метал сполучного шару має більш низьку температуру плавлення, чому мідь і срібло. Якщо брикет перегріти, цей новий спчав розплавиться й буде відігравати роль шарикопідшипника між шарами, тому вони можуть розпастися. Якщо це починає відбуватися, НЕ ПАНИКУЙТЕ! Підхопите брикет щипцями й покладете на ковадло, утримуючи його горизонтально. Шари перестануть зрушуватися, як тільки цей сплав ствердіє. Ви можете врятувати ці брикети, але відсоток відходів при цьому зросте. Будьте уважні. Із усіх брикетів, які коли-або виготовили я й мої студенти, ми втратили тільки два. Обоє разу це трапилося через перегрів, і тому що ми не відразу вийняли брикет з печі. Помніть, якщо ви утомилися й не можете завершити кування, ви в будь-який час можете до неї повернутися. Брикет також можна проковувати й на холодну. Проковуйте брикет до зменшення товщини в 3 рази, а тільки після цього спилюйте рвані краї за допомогою стрічкової або гарної ножової пилки. Краї віддаляються для того, щоб запобігти можливій появі тріщин від недостатньої сполуки металів. Якщо тріщини залишити, то вони доберуться до центру брикету. Саме при зрізанні країв відбувається найбільша втрата металу
Формування малюнка
11ослетого як ви проковали або прокатали брикет у вальцях до товщини близько 6 мм, можна почати формувати малюнок. Звичайно, це залежить від того, що збираєтеся робити з матеріалом. Мені подобається створювати запас. Я виготовляю брикет мокуме, коли в мене є час, і злегка його проковую. Потім я його відкладаю, поки не зберуся виготовити з нього виріб. Таким чином, я формую малюнок відповідно до форми виробу
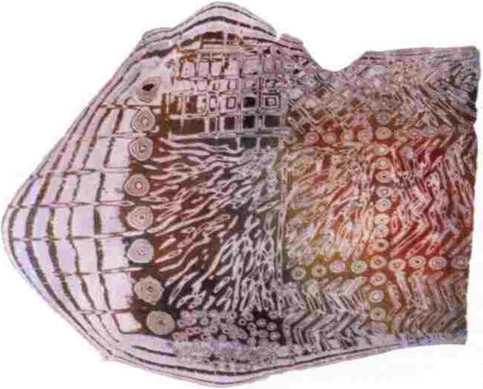
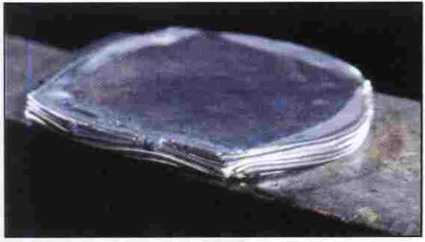
Аркуш мокуме гані: мідь, чисте срібло. Роберт Куга}!.
Усі складові моєї роботи перебувають у тісному взаємозв`язку. Я намагаюся працювати з їхньою енергією й ритмом, тому вони поліпшують мою роботу. У текстурі деревини законсервована плинність, яка породжена розвитком дерева. Я намагаюся думати про це при створенні своїх виробів і візерунків, які їх доповнюють. Для пари своїх ваз, отриманих вибивачем, мені вдалося створити такий малюнок, що візерунок випливав із центру диска й устрем
1ялся до його країв. У своїх ювелірних виробах я використовую візерунок для підкреслення закладеного в дизайн руху. У ножах, які линейни по своїй природі, я намагаюся змусити мокуме підкреслити цей рух або ж іноді, для більшої виразності, суперечити йому

Ніж з лезом у стилі тонто: дамаська шаль, мідь, стерлінгове срібло, куромидо, рожеве дерево
Роберт Куган
З мокуме ви можете створити практично нескінченна кількість варіацій візерунків. Я віддаю перевагу, в основному, використовувати ручні приймання, такі як кування, крутіння, різання й рубання. Для деяких своїх ножів я вирізав рукоятку з товстого брикету. При цьому створюється ніжний смугастий малюнок мокуме, до якого потрібно уважно придивлятися, щоб його розглянути. Ще один з моїх улюблених приймань - випиляти прямокутна ділянка із брикету, а потім викувати з нього довгий стрижень. Довжина цієї ділянки звичайно дорівнює довжині, а ширина - товщині вихідного брикету. Кування зменшує товщину й подовжує випиляна ділянка. Коли довжини й діаметра досить, я простукую пруток молотом для додання йому округлої форми й скручую (якщо ви залишите його квадратним, те велика ймовірність того, що по кутах з`являться тріщини внаслідок нерівномірної напруги). Потім я проводжу відпал і продовжую скручування. Після скручування я знову проковую стрижень до одержання квадратного перетину (це дає мені більш універсальну заготовку д чя подальшої роботи й зменшує ризик виникнення тріщин при зчалюванні), а потім розріжу посередине. Таким чином, усередині скрутки створюється характерний зірчастий візерунок. Звичайно, чудових результатів можна добитися як при одному лише скручуванні, так і при комбінації його з іншими способами формування малюнка. З мокуме гані я виковував ложки й інші вироби. Бачити, як малюнок міняється й тече зі зміною форми - захоплююче видовище. Усе кування, що формує малюнок, проводять на холодну, попередньо добре відпалают. Брикет легше обробляти, коли він у холодному стані, але можна працювати й на гарячу. Поки виріб не стане таким маленьким, що я не можу його контролювати, я використовую кілограмовий полірований молоток. Також дчя виконання цієї роботи я користуюся 70- кілограмовим ковадлом з полірованою поверхнею. Вона не повинна бьггь відполірована до дзеркального блиску, але оброблена старою стрічкою для сєндинга 220 зернистості. Деяка шорсткість запобігає ковзанню під час роботи. Я часто проковую заготовку в аркуш, а потім виготовляю складові частини для своїх виробів. Для цього я найбільше волію використовувати січки ( зуби-льца). Хоча це найбільш трудомісткий із усіх способів формиро-він дає мені більше ким ггроля ся більш органічного виду тие раніше, були изго-ния хвилястих, пий довжиною 2,5 а хности чотири вания малюнка, і дозволяє доби_-візерунка. Чаші, згадаю-говлени шляхом прорізу-вихідних із центру чи-см. Малюнок прорізався в повер-разу, а метал проковував тонше, щоб підтримати щільність малюнка. Я користуюся саморобною січкою «бичачий ніс», яка залишає слід із закругленим дном. Дчя роботи із січкою мені подобається використовувати важкий карбувальний молоток
Коли я особливо агресивний, я користуюся 300-граммовим слюсарним молотком з кульовим бойком. Славний виверт, щоб змусити січку робити плавні рези -занурювати її кінчик час від часу в легке масло. Я втримую брикет за допомогою двох З-Образних струбцин з обрезиненними губками. Затиснутий тільки в одній, він буде зміщатися. За допомогою такої січки я прорізаю канавки, щоб створити малюнок, який буде «струменіти» по поверхні. З кожним проходом січки знімається метал на глибину 1,5 мм. (Це, звичайно, залежить від самої січки й від того, хто їй працює!) Я прорізаю бажаний малюнок, звичайно той, який дозволить мені контролювати «плин» малюнка по поверхні. Потім проковуванням зменшую товщину доти, поки більшість канавок не згладяться, і я не зможу побачити, де малюнок потрібно доробити. Я продовжую прорізати поверхню аркуша звичайно, як мінімум, 3 рази. ( За одержанням більш докладної інформації про використання січки дня формування малюнка дивитеся главу IX.).
Тепер я можу зайнятися виготовленням складових частин так само, як це робить будь-який ювелір з одним більшим виключенням. Втулки ножів повинні бути міцними (солідними). Замість того, щоб робити їхніми порожніми й легенями, як звичайно надходять при виготовленні ювелірних виробів, я роблю їх цільними. Для цього я ламинирую візерункову заготовку мокуме з аркушем латуні товщиною 6 мм, а потім роблю срібну крайку. При цьому досягається солідний зовнішній вигляд і бажаний малюнок, який не можна створити ніяким іншим способом. Зрештою, важливо тільки те, що ви робите з мокуме, і як це потім сполучається з готовим виробом

Виготовлення напівкруглого різця «бичачий ніс».
Роберт Куган.
Січка «бичачий ніс» для прорізання орнаментів канавками із закругленим дном досить проста у виготовленні. Використовуйте сталеву заготовку 0,5 10 див шпi шматок свер ia відповідного розміру. Матеріал можна купити в магазині або замовити в постачальника інструментів. Спиляєте або сошлифуйте на колі один з кінців иод Vi лом 45". Знизу В ріжучої крайки спиляєте метал під кутом НУ, у той же час заузьте округлений кінець до 3 мм. Це надасть вам можливість робити більш вузькі рези. Можна виготовити різці для канавок будь-якої ширини, усі утли дані приблизно. З іншої сторони січки зніміть метал під рівномірним нахилом ло тих нір, поки не утворюється майданчик діаметром близько 3 мм. Це допоможе сконцентрувати удар молотка. Мені подобається пропилювати канавки уздовж верхньої частини різця, згодом вони забезпечують надійне втримання його в руці. Що більш важливо, ці канавки дозволяють мені, не дивлячись, знати, що різець я тримаю правильно. Коли різець придбає остаточну форму, ошкурьте його наждаковим папером \>220.
Тепер ви готові до термообробки. Ця процедура забезпечить підтримку остро™ різця під час роботи. V. 1ерживайте різець у кліщах або губках лещат і нагрівайте робочий кінець (приблизно на 2,5 див) до яскраво-червоного розжарювання. Не допускаючи остигання, вилучите його в масло. Це може бути маслинове або машинне масло. Переміщайте різець у верх і вниз, стежачи за тим, щоб 2,5 - 5 див завжди були занурені в масло. Коли він досить остудиться, так що масло перестане на ньому горіти, вийміть його й відкладете убік. По досягненню різцем кімнатної температури очистите його й знову зашкурьте. Твердість робочого кінця перевірте напилком. Він повинен сковзати, як по склу, і зовсім не залишати слідів. Якщо це не так, виходить, ви недостатньо нагріли метал або побрали не ту сталь - повторите спробу. Якщо все в порядку, різець потрібно відпустити. Відпустка усуне крихкість, і різець не зламається при першому ж контакті з металом. Це можна зробити в побутовій духовці при 180°С потяг години, але можна використовувати й пальник, що більш складно й вимагає навички. Тримаєте зашкуренний до блиску різець у самозатискному пінцеті. М`яким полум`ям пальника почніть нагрівання різця в 2,5 див від загартованої ріжучої крайки. З`являться ивета мінливості, спочатку солом`яно-жовтий, потім блакитний і так далі. Ви повинні зупинитися, коли солом`яно-жовтий колір досягнеться вістря. Уважно стежите за повільним просуванням кольору до вістря. Фокус у тому, щоб вчасно забрати пальник 11 дозволити просуванню квітів зупинитися самостійно. Іноді різець прохолоджують у рідині край, що коли ріже, стає солом`яно-жовтим. Я вважаю, що якість інструмента краще, якщо обійтися без цього. Якщо перетримати пальник, інструмент вийде занадто м`яким, і його знову 11 ридетея гартувати