Тарілка для води, ізоляційна стрічка, паперові рушники, ручка з незмивним чорнилом, лінійка
РИГЕЛІ
Підготовка ланок починається з навивки дроту на ригель. Ригелі можуть виготовлятися з дерева або металу; у більшості випадків може використовуватися кожної із цих двох типів, але в деяких інструкціях може вказуватися конкретно той або інший ригель. Якщо необхідно використовувати дерев`яний або металевий ригель, то це вказується в інструкціях. Довжина ригелів, використовуваних для навивки дроту, становить близько 6 дюймів (150 мм) і в них повинне бути невеликий отвір, просвердлений близько до одному з торців
Для виготовлення багатьох базових ланцюгів використовуються ригелі діаметром 5/16" і 7/16". Хоча для виготовлення ланцюгів, наведених у даній книзі, використовуються ригелі не всіх розмірів, але, зрештою, придасться повний комплект ригелів. Комплект містить у собі ригелі наступних розмірів: 1/16", 3/32", 1/8", 5/32", 3/16", 7/32", 1/4", 9/32", 5/16", 11/32", 3/8", 13/32", 7/16", 15/32", 1/2", 9/16", 5/8", 11/16", 3/4" і 7/8". Деякі з наведених розмірів не випускаються в серійному масштабі, але їх можна знайти в наборі для сполуки яких-небудь деталей, або в якості стрижня, або в якості хвостовика свердла. Дерев`яні ригелі оброблені з наявністю погрішності відхилення, що й природно виходять, можуть приводити до одержання ланок незвичайних розмірів
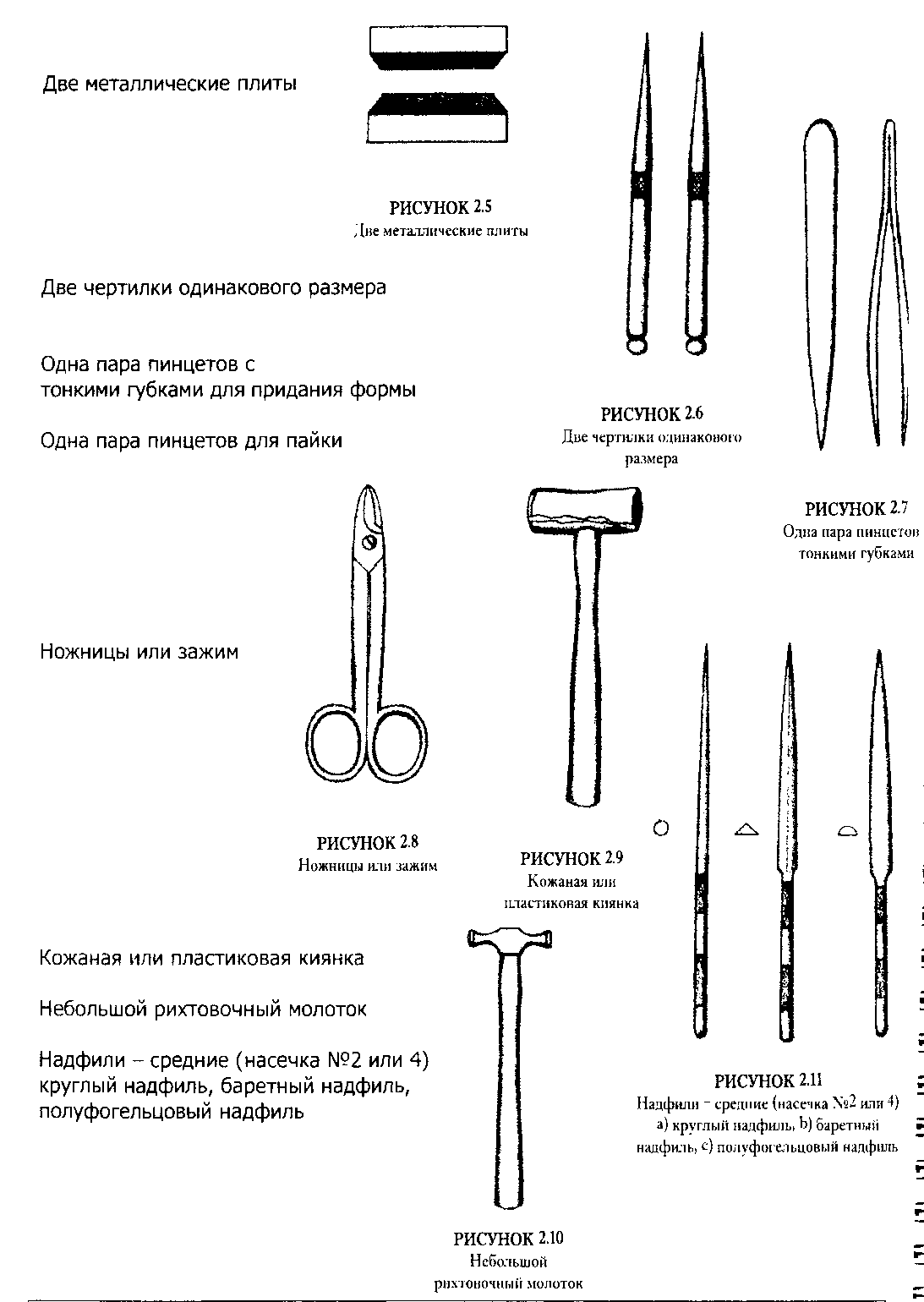
щипці_.
Більша частина робіт з додання ланкам форми і їх сплетенню здійснюється за допомогою щипців і дуже важливо, щоб ці інструменти були досить маленькими й відповідали розміру ланок, щоб ними можна було легко маніпулювати під час роботи. Загальна довжина самих маленьких щипців (або щипців годинникарів) становить близько 4" (100 мм); необхідно, щоб круглоплоские щипці й круглогубци були такого розміру. Довжина губок цих круглогубців повинна бути близько 7/8" (22 мм), діаметр на кінці - близько 1/32" (0,8 мм), діаметр підстави - 5/32" (4 мм). Необхідні також і більші круглогубци з губками близько 1"-1 1/2" (25 - 40 мм), діаметр на кінці - 1/32" (0,8 мм), діаметр підстави - 5/16" (8 мм). Крім того, доцільно сточити оправлення на парі маленьких щипців до менших розмірів, якщо ви збираєтеся виготовляти ланцюгу з малюсінькими ланками з використанням дроту малого діаметра
УСТАТКУВАННЯ Й МАТЕРІАЛИ ДЛЯ СПЛАВКИ ипайки.
Належне нагрівання й обробка полум`ям є істотними факторами у виготовленні ланцюга «ланка в ланці», і для досягнення даної мети необхідно відповідне встаткування
ПАЛЬНИКА инаконечники.
Ацетиленові, пропанові й киснево-ацетиленові пальники можуть використовуватися, коли необхідно достатня легеня й невелика полум`я. Далі приводиться інформація з використання систем, які можна знайти в майстерних ювелірів у Сполучених Штатах
СИСТЕМА «Prestolite».
Наконечник №1а звичайно використовується для дроту будь-якого діаметра за винятком тих калібрів, які використовуються при виготовленні більших важких ланок, коли необхідно використовувати наконечник №2. Якщо особлива увага приділяється підтримці чіткого контролю над полум`ям, то для виготовлення ланок будь-якого розміру може використовуватися наконечник №2, але не потрібно намагатися застосовувати його без наявності достатнього досвіду в техніку сплавки
РЕГУЛЯТОР (SMITH» І ЙОГО КОМПЛЕКТУЮЧІ
Наконечники №00 і 0 добре підходять для виготовлення ланок будь-яких розмірів
У пальників даного типу полум`я сильне й до деякої міри воно важко піддається регулюванню; однак, з їхньою допомогою можна успішно здійснювати сплавка після практичного оволодіння технікою контролю пломені
КИСНЕВО-АЦЕТИЛЕНОВІ АБО ПРОПАНОВИЙ^-ПРОПАНОВІ-КИСНЕВО-ПРОПАНОВІ ПАЛЬНИКИ
Регулятор і наконечник повинні бути обрані для того, щоб одержати невелике легке полум`я. Дані змішай газів горять жарче, чим ацетилен або пропан і повітря, тому необхідно провести кілька досвідів для визначення оптимального настроювання, найкращої відстані від ланок і техніки застосування нагрівання, що приведе до одержання бажаних результатів
ПЕЧІ
Для проведення сплавки ланок із чистого срібла й для відпала дроту бажаний використовувати невелику електричну піч. Діаметр зони нагрівання повинні становити 3" (75 мм) і знімна верхня кришка; див. Додаток з інформацією з печей. Хоча можливо сплавляти срібні ланки без застосування печі на вугільному блоці або вогнетривкій цеглі, але досвід показав, що частка успішних спроб, особливо в початківців, звичайно вище при використанні печі спільно сгорелкой.
УВАГА: Коли кришка не знята, пекти може нагрітися настільки, що розплавить срібло дуже швидке відразу ж після приміщення туди ланки або дроту. Для того, щоб це запобігти, не закривайте кришку після приміщення ланки або дроту на нагрівальну поверхню. Як тільки ланка міститься на нагрівальну поверхню, то на нього необхідно звернути пильну увагу до завершення сплавки. Якщо ланка розплавиться в печі, то дуже важливо відразу ж вилучити весь метал з нагрівальної поверхні до продовження сплавки інших ланок. Для цього використовуйте полум`я пальника, щоб нагріти розплав срібла, прилиплий до поверхні печі, поки він не розплавиться й не перетвориться в кульку. Торкніться кульки металу жалом паяльника або металевою лопаткою. Кулька пристане до інструмента і його можна витягти. Якщо вийде кілька шматочків розплавленого срібла, то зберіть їх разом і потім витягніть
ВУГІЛЬНІ БЛОКИ
Потрібно, по вкрай мері, один вугільний блок. Вугільні блоки використовуються для декількох процедур; вони повинні бути новими або відшліфованими, щоб поверхня була рівної без флюсу або інших можливих забруднень. Краще було б купити новий великий блок. Одну сторону можна використовувати для виготовлення ланок і відпала, а другу сторону можна використовувати при роботі над виробами, які вимагають сплавки й застосування флюсу. Перед використанням блоку обов`язково намотайте бандаж із дроту навколо зовнішніх країв для захисту від можливого розламу в процесі роботи
МАЛЮНОК 2.15.
Вугільний блок з бандажем із дроту
.
Ланки із золота можуть легко сплавлятися безпосередньо на вугільному блоці, і багато студентів можуть також використовувати блок для сплавки ланок зі срібла. Особливо починаючі часто переконуються, що ланки зі срібла мають більший відсоток втрат при сплавці на блоці без допомоги нагрівання в невеликій печі. Студентам слід експериментувати з обома процедурами для того, щоб визначити, яка з даних двох процедур є найбільш прийнятною. УВАГА: Деякі ювеліри успішно перейшли до використання вугільного блоку замість вогнетривкої цегли
ПРИПОЇ Й ФЛЮСИ__.
Оскільки виробу, наведені в даній книзі, планується виготовляти із чистого срібла, то слід використовувати тільки срібний флюс, жовтий рідкий або блакитний рідкий
ОСНОВНА ТЕХНІКА ВИГОТОВЛЕННЯ СПЛАВЛЕННИХ ЛАНОК
ДЛЯ ВСІХ ТИПІВ ЛАНЦЮГІВ «ЛАНКА в ЛАНКУ»-_.
Сплавленное ланка використовується у всіх типах ланцюгів «Ланка в Ланку» і процедури, використовувані у виготовленні даного ланки, не змінюються, хоча застосовується дріт різних діаметрів і ригелі різних розмірів. Досвідчені ювеліри звичайно не випробовують труднощів у вивченні виготовлення сплавленних ланок, а тем, у кого менший досвід у нагріванні металу й використанні пальників, спочатку може виявитися важким виготовлення потрібного числа ланок, їх спроби можуть виявитися невдалими. У міру придбання практичних навичок, сплавка ланок стане легеням і звичайною справою. Перед початком сплавки ланок для першого ланцюга ви можете виготовити й перевірити кілька ланок; після виконання даної роботи й після повторного прочитання інструкцій деталі процедури часто стають більш зрозумілими
ВІДПАЛ___.
Відпал є дуже важливим моментом на всіх стадіях процесу виготовлення ланцюгів «Ланка в Ланку», оскільки ланки можуть деформуватися або ламатися внаслідок нагартовивания металу. В інструкції з виготовлення ланцюга вказується, коли робити відпал, і це необхідно виконувати. Крім цього, якщо вам здається, що метал втрачає гнучкість, те звичайно для надійності потрібно провести відпал. Якщо є причини, по яких відпал не можна робити в певний момент, наприклад, коли кріпляться бусини, то про це сказане винструкции.
Для того щоб підготувати дріт для відпала на вугільному блоці або в печі, вона намотується на два пальці, і кінці дроту замотуються або закріплюються дротом
МАЛЮНОК 2.16
Моток дроту, підготовленої для відпала.
.
Для відпала на вугільному блоці дріт готується й нагрівається докрасна легеням полум`ям, яке постійно переміщається уздовж мотка, потім прохолоджується шляхом занурення у воду (розмір факела залежить від об`єму роботи). Метод нагрівання на вугільному блоці може використовуватися для відпала дроту перед намотуванням на ригель, для відпала спирали дроту перед різанням, для відпала ланок під час виготовлення виробу й для відпала ланцюги під час і після плетива
При відпале в печі моток дроту нагрівається докрасна, потім прохолоджується у воді. Метод нагрівання в печі може використовуватися для відпала дроту перед навивкою на ригель і для відпала окремих ланок під час виготовлення. Завжди використовуйте даний методдпя дуже тонкого дроту
Відпалена або не відпалений дріт може навиватися на ригель і різатися для виготовлення ланок ланцюги, але якщо використовується один тип відпала ланок, то він повинен застосовуватися для всіх ланок, використовуваних при виготовленні цього ланцюга, якщо не зазначене інше. Оскільки дріт необхідно щільно навивати на ригель, те гнучкий відпалений дріт забезпечує більш рівне намотування, і це є результатом того, що ланки, виготовлені з відпаленого дроту є небагато меншими, чому ті, які виготовлені з невипаленого дроту. Ці відмінності можуть спотворити зовнішній вигляд виробу