
Альтернативою для вирубки, яка сполучається з низкотехнологичними й малозатратними варіантами гідравлічного преса, є плоский штамп із прорізом, виконаної під кутом у вигляді цільного реза, в аркуші інструментальної сталі. У Штамп формує свій власний фіксатор, який забезпечує ідеальне сполучення. Ця концепція використовувалася в 1930-х роках для вирубки деталей з листового металу для літаків і схожа з так званою “ континентальною технологією” (“Continental Process”), там де вона використовувалася для виконання реза під кутом з одночасним одержанням пуансона й матриці. Роджер Тєйлор розробив спосіб вирубки по тому ж принципу, який відомий в Англії як “RT Blanking System”. Не дуже давно Дєвид Шелтон опублікував інформацію про процес, заснований на його власних дослідженнях (Metalsmith, Volume 13, Number 1, Winter 1993). Його розробки перетворилися в бізнес по виготовленню штампів і їх термічній обробці, його дані є в додатку поряд з іншими постачальниками
Ефективність штампа залежить від трьох факторів: (1) товщина штампа, (2) товщина пиляння або ширина пропилу, (3) кута реза.Н Поперечний зріз демонструє принцип дії такого типу штампів і показує, як він працює. Пуансон (позитив) відгинається вниз, вставляється метал і додається рівномірний тиск. Сполучення ріжучих крайок забезпечується “шарніром” у підставі мови, яка їх з`єднує, а метал ріжеться в момент крайки, що коли ріжуть, проходять повз друг друга
Плоскі штампи використовуються в 20-тонному пресі для різання кольорових металів товщиною до 1,6 мм.
(14 B&S). Крім товщини металу фактором, що обмежує, є складність або довжина ріжучих крайок. Довгі рези можуть вимагати більшої сили. Плоскі штампи ріжуть не тільки плоскі аркуші, їх також можна використовувати для вирубки металу, уже попередньо сформованого в матричних штампах. Це описане в Главі V.
Хоча для невеликих робіт можна використовувати м`яку малоуглеродистую сталь, краще вибрати високоуглеродистую. Плоский штамп із інструментальної сталі, за умови правильного виготовлення й використання, видасть сотні заготовок
Рекомендується інструментальна сталь, називана “загартована в маслі, ідеально рівна”, навіть якщо ви не піддаєте її термічній обробці. Постачальники приводяться вприложении.
Якщо необхідний штамп із більшим ресурсом, штампи з інструментальної сталі можна піддати термообробці. Якщо це зробити правильно, штамп може прослужити в 20 раз довше. Цей процес містить у собі нагрівання штампа до певної температури, охолодження в маслі й потім відпустка до необхідної твердості. Цей процес, розроблений Дєвидом Шелтоном, буде описаний нижче.
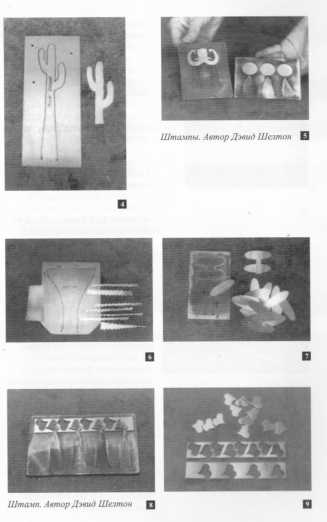
Існує ряд факторів, які слід ураховувати при розмітці штампа. Помніть, вирубной мова залишає плоский край або язичок. Звичайно його розташовують там, де його можна легше всього підрізати, але іноді цей язичок може стати частиною задуму. У Складні форми можна робити із двома або більш мовами. Кілька мов можна використовувати для вирубки декількох заготовок за один раз. У Ще одна альтернатива -зробити штамп для підрівнювання країв, а не для вирубки форм. У Невеликі форми, з`єднані вушками, можна зібрати в одному штампі, або В штампи можна викласти так, щоб вирізати кілька заготовок зі смужок металу з мінімумом відходів. У кожному разі, між формами повинне бути відстань не менш 9,5 мм (3/8 дюйма). У При правильному плануванні відходів дуже мало.
Плоскі штампи вимагають ретельного планування й точної розмітки. Оскільки кожний штамп індивідуальний, неможливо точно вказати значення довжини язичка або відстань між отворами і його підставі. Вирубной мова повинен бути досить довгим, щоб при його
отпружинивании можна було вставити метал, він не повинен бути занадто вузьким, щоб він не звивався, що приведе до зсуву штампа, і він не повинен бути настільки широким (особливо при товстій сталі), щоб він не гнувся. Ш Загальне правило: довжина вирубного мови повинна бути, щонайменше, в 1, 5 рази більше ширини заготовки. Для штампів товщиною 0,8-1,2 мм (1/32 - 3/64 дюйма) відстань між пропилом і краєм штампа повинне бути 9,5 мм (3/8 дюйма). Для більш товстих штампів (0,8-2 мм /1/16 - 5/64 дюйма) необхідне поле в 12,7 мм.
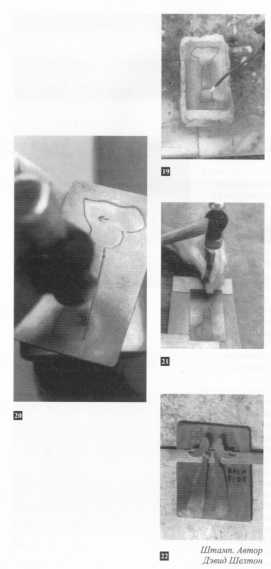
Для точної розмітки скористайтеся фарбою для розмітки й чертилкой процарапайте малюнок на сталевий пластині
Ще один варіант - два набори отворів для кожного вирубного мови Ідея полягає в розташуванні однієї пари отворів унизу вирубного мови й додаткової пари - ближче до форми, що вирубується. Два довгі пропила, що ставляться до мови, не є ріжучими крайками, їх не потрібно робити під кутом і їх можна виконувати більш товстим пилянням. Це заощадить час і сили

Однак помніть, що при закладці в штамп металу ріжуча крайка штампа закінчується в цих отворів, що іноді робить його використання незручним. После.
свердлення отворів переконаєтеся, що ви вилучили всі заусенци, що утворювалися зі зворотної сторони штампа. Якщо штамп у процесі випилювання не лежить рівно на верстаті або финагеле, кут нахилу пиляння може бути не витриманий, а єтого може бути досить для виникнення проблем
Товщина металу, що вирубується, визначає товщину використовуваної інструментальної сталі. Штамп повинен бути, щонайменше, такої ж товщини метал, що як і вирубується, краще, якщо він буде злегка товстіше. Мудрі дизайни слід виготовляти з більш товстої сталі, що запобіжить невеликим виступаючим частинам від згинання й зсуву. У таблиці в додатку (стор. 82) наведені рекомендовані значення товщини штампа для металу різної товщини й відповідні розміри пилянь і кути реза.
Розмір пиляння підбирається відповідно до особливостей штампа. Складні моделі вимагають застосування більш тонких пилянь для виконання більш крутих вигинів. Пиляння більшого розміру ріжуть швидше й полегшують роботу, але різати доводиться під більш гострим кутом. Гострі кути є причиною швидкого зношування ріжучих крайок, якщо тільки штамп не зазнав термічній обробці
Кут повинен бути точно розрахований. Кути, наведені в таблиці, були розраховані математично й вивірені на практиці. Пиляння, завдяки розташуванню зубів, роблять більш широкий рез, чому обмірювана товщина пиляння
Також, оскільки в різних марок пилянь існує деяка різниця в ширині пропила, вам може знадобитися небагато практики перед тем, як ви підберете ідеальну комбінацію пиляння й кута
“Вільний” штамп (з недостатньо гострим кутом) буде створювати бортик і може привести до того, що метал буде приставати до штампа, особливо при вирубці тонкого металу. Тугий штамп, виготовлений із занадто гострим кутом, може не розкритися й передчасно зноситися
Також ураховуйте, чи буде штамп підданий термообробці чи ні, і спосіб випилювання. Якщо штамп не буде оброблятися термічно, використовуйте значення кутів у таблиці. У цьому випадку краще, якщо кути й краю не будуть занадто гострими, і штамп буде злегка вільним
Якщо штамп буде зазнати термічній обробці, і випилювання проводиться за допомогою напрямної або єлектролобзика, збільшуйте кут на один градус від зазначеного в таблиці. Термооброблені ріжучі крайки значно твердіше й прослужать довше. Більш тугий штамп робить більш чистий рез.
З іншого боку, якщо штамп випилюється вручну на финагеле, установленому під кутом, збільшувати кут не рекомендується. Неминучі зміни кута можуть не давати штампу розкриватися й/або штамп буде сліпатися
Хоча абсолютної необхідності в спеціальному устаткуванні для випилювання ні, дуже рекомендується мати обладнання для точного випилювання Bonny Doon, завдяки його винятковому дизайну й простоті у використанні. Утримуючи пиляння в ідеальному вертикальному положенні, воно дозволяє вам працювати під більш крутим кутом і робити більш тугі штампи. Ще однієї альтернативою для досягнення точного постійного кута є єлектролобзик, але ця робота вимагає терпіння й практики для визначення потрібного натягу пиляння й тиску й для досягнення ідеального контролю над інструментом, що необхідно для точного випилювання штампів
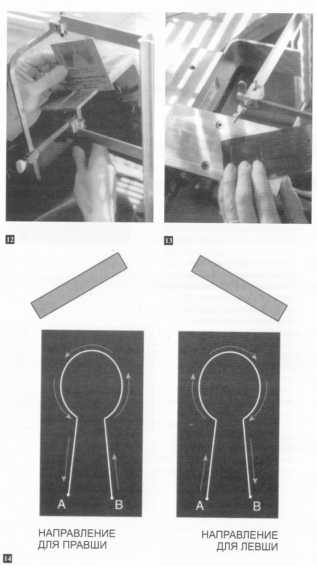
Столик для випилювання або финагель повинні бути розташовані під кутом, який ви вибрали. У Для правшей финагель повинен бути нахилений униз і ліворуч. Починайте випилювати в крапці В и робіть один безперервний пропил проти годинникової стрілки, закінчуючи в крапці А. Нахил финагеля й напрямок випилювання наведений на діаграмі нижче. Лівші повинні працювати навпаки. Нахилите финагель униз і праворуч, почніть випилювати в крапці А и продовжуйте випилювати за годинниковою стрілкою, закінчуючи в крапці Якщо ви працюєте механічним лобзиком, столик повинен бути нахилений ліворуч. Оскільки пиляння розташоване особою до вас, для підтримки правильного кута вам потрібно випилювати із крапки А в крапку В.
Штамп із декількома мовами для однієї форми вимагає, щоб при випилюванні зберігався один напрямок. Воно буде або по, або проти годинникової стрілки, що залежить від того, правша ви або лівша; але ви повинні працювати по контуру форми в тому самому напрямку. Стрілки на ілюстраціях показують правильний спосіб ( для правши).
Якщо ви випилюєте вручну, важливо пиляти рівно нагору й униз. Ви не зможете цього робити, якщо сидите в
незручному положенні. Поставте свій стілець прямо перед верстатом, плечі -рівні. Пиляєте рухом від ліктя. Часто змазуйте пиляння й надавлюйте легко й рівномірно. Для цього потрібна практика й концентрація
Обладнання для точного випилювання усуває вихляння пиляння, але вам все-таки прийде визначати оптимальний натяг полотна й тиск. У процесі випилювання рухатися повинні як пиляння, так і метал

Якщо пиляння ламається, нову потрібно вставити в початковий отвір і провести уздовж штампа в тому ж напрямку. Коли ви закінчите, ошлифуйте пластину, щоб зняти заусенци й скрутити краю штампа. Це запобіжить появі на заготовці відбитків краю штампа. Потім позначте лицьову сторону штампа, ту сторону, яка була зверху в процесі випилювання, і напишіть “нажати вниз” (на мал. “PUSH DOWN”) усередині пропилася
Якщо ви піддаєте штамп термообробці, не розкривайте його, поки не відпустите його. Розкриття й втручання в загартовані штампи описане на стор. 63.
Якщо ви не загартовуєте штамп, він повинен легко відкриватися й бути готовим киспользованию.
Якщо він не відкривається, коли ви натискаєте на мову вниз, постарайтеся визначити, де він залипає. Утримуючи штамп на світлі, позначте краю в тих місцях, де він не пропускає світло. Якщо штамп був випиляний вручну, це можливо через зсув кута. Звичайно це виправляється легким обпилюванням ріжучих крайок, поки не з`явиться просвіт, як показано на ілюстрації до стор. 54.
Для втримання штампа в розкритому положенні, щоб над ним можна було працювати, розкрийте його з оборотної сторони, нажавши на мову нагору й поклавши під нього смужку металу

Перед використанням штампа в пресі переконаєтеся, що домкрат отцентрирован, і платформи сходяться рівномірно. Для використання штампа натисніть на пуансон, центральну частину, униз і вставте метал. Переконаєтеся, що метал не заходить за ріжучі крайки, якщо ваш вирубной мова має дві пари отворів. Щоб сталеві платформи не подряпали метал, помістите штамп і метал між двома акриловими аркушами. Не пользутесь поліуретаном з вирубними штампами! Покладете штамп у прес таким чином, щоб він розташовувався по центру й повністю підтримувався акрилом. Стискайте, поки не почуєте голосне клацання. Ви повинні виявити в результаті чисто вирізану заготовку, відділену від фланця
Якщо ви почуваєте опір, але не чуєте звуку, не збільшуйте тиск. Зупинитеся, щоб подивитися, що відбувається. Іноді, особливо якщо метал тонкий, клацання не буває. Якщо метал повністю застряг у штампі, або він скоріше чеканиться, чим ріжеться, найімовірніше, його поклали не з тієї сторони. (Ви не “нажали вниз” на лицьову сторону, коли вставляли метал). Уникайте цієї помилки. Це може стати причиною порушення сполучення штампа. (Якщо це відбулося, додержуйтеся інструкцій для вирівнювання загартованих штампів). Якщо штамп залипає тільки в одному місці, може бути так, що платформи преса розташовані нерівно, або що кут випилювання не витримувався. В останньому випадку способу виправити це ні, але штамп все-таки можна використовувати для вирубання більш товстого металу

Метод, описаний тут, для термічної обробки штампів був розроблений протягом декількох років Дєвидом Шелтоном, який затверджує, що повністю вивчив безліч інших способів загартування, які не привели куспеху.
Вам знадобиться невелика піч із точним пірометром, захисні окуляри, шкіряні рукавички, звичайні щипці й масло для.
загартовування. (Оскільки моторне масло містить присадки й домішки, які можуть бути токсичними, його не рекомендується використовувати в якості охолодного середовища.).
Перший крок після випилювання штампа, видалення заусенцев і ошпифовки країв - загартування штампа. Установите пірометр на 815°С (1500°F), і дайте печі нагрітися. (Дуже важливо, щоб пірометр був точним.).
Коли пекти нагріється до потрібної температури, помістите в неї один або більш штампів. Не кладіть штампи на підлогу печі. Кожний штамп повинен повністю розташовуватися на поличці. Штампи можна класти один на іншій до трьох штук, за умови, що вони повністю підтримуються знизу. Кожний штамп повинен розташовуватися вушком до печі так, щоб його можна було б швидко підчепити кліщами або щипцями
Для рівномірного прогріву штампа до необхідної температури знадобиться 10 хвилин або навіть більше. Коли він прогріється до 815°С, штамп повинен світитися таким же помаранчево-червоним кольором, як і стінки печі, і не повинен мати темних, більш холодних, ділянок
Штамп потрібно вийняти й негайно остудити в теплому маслі (52-79°С / 125-175°F). Ш Міцно затисніть штамп у центрі нижнього краю, намагаючись не стиснути його занадто сильно або занадто глибоко усередину мови. Штамп повинен бути в ідеальному вертикальному положенні під час занурення в масло, потім його повільно рухають по колу, щоб забезпечити рівномірне охолодження
Коли штамп стане досить холодним, щоб його можна було побрати в руки, його можна вийняти й очистити. На цьому етапі штамп дуже твердий і дуже тендітний. Якщо він деформований, або порушене сполучення мови, стримаєтеся від бажання виправити це негайно. Підходящий час настане пізніше.

Наступний крок - відпустка штампа. У цьому процесі штамп обережно нагрівається в печі до заздалегідь певної температури, що знижує його крихкість і робить його більш пластичним, і в той же час він зберігає достатню твердість, щоб не затуплюватися. У загальному випадку рекомендується температура 287°С (550°F). Інтервал температур - 232-315°С (450-600°F). Більш низька температура залишає штамп більш.
твердим, тим самим більш підходящим для роботи з такими металами, як золото 585 проби (14 ДО) або нейзильбер, у той же час штамп залишається більш тендітним і легше ламається. При відпустці при більш високій температурі штамп виходить більш міцним і гнучким, але менш зносостійким. При визначенні температури загартовування слід ураховувати розмір, деталировку й передбачувані цілі використання. Може знадобитися поєкспериментировать.
Помістите штамп або штампи назад у піч і переустановите пірометр. Штампи слід витримувати при бажаній температурі протягом години, а потім повільно остудити. В ідеалі, виключите пекти й залишіть на ніч
Після очищення штампа ви можете додатково відпустити мова, щоб він був більш пружинистим
Невеликим полум`ям пальника нагрійте мову й ділянка, сполучений з його підставою, до світло-блакитного кольору мінливості. Якщо в штампі присутні деталі, які найбільш піддані зламу, їх також слід додатково відпустити зараз. Сюди входять язички для декількох частин або вузькі місця в штампі. Тепер залишіть штамп остигати на повітрі
Далі піднесіть штамп до світла й перевірте сполучення. Пропив повинен виглядати рівним по всьому периметру. Зараз настав момент, коли можна зробити припасування, якщо позитив (пуансон) злегка змістився
Мова можна витягнути й заново сполучити декількома правильно націленими ударами молотка з кулястим бойком
Це виконується на ковадлі зі зворотної сторони штампа. Пуансон буде зрушуватися в напрямку, протилежному напрямку ударів, як показано на ілюстрації. Неповне сполучення буде приводити до “зажевиванию” металу й, якщо це не виправити, може привести до псування штампа. Штампи слід оглядати й у процесі використання, і при необхідності їх коректують цим же способом
Іноді, коли ви навмисно виготовили тугий штамп для вирубки тонкого матеріалу, він може із труднощами розкриватися. Якщо це відбувається, послабте його, проштовхуючи пуансон униз перші кілька раз використання. Підтримуючи краю штампа, проштовхніть позитив униз за допомогою плоскої карбівки. Почніть зверху, як показано на малюнку
Навіть після цього більші товсті штампи й штампи з.
декількома мовами можуть важко відкриватися, і їх незручно використовувати. Існує можливість попереднього “напружинивания” у розкритому положенні. Уведіть метал у штамп, щоб його розкрити, і нагрійте тільки підставу мови між двома отворами. Ще один спосіб розв`язку цієї проблеми - зробити завантажувальний блок для відкривання мови або мов
Штамп використовується ".особою вниз ". Пари гвинтів у завантажувальному блоці буде втримувати верхній край штампа внизу, при цьому пуансони будуть підніматися нагору, опираючись на шурупи, коли нижній край штампа буде відгинатися вниз.
вирубние штампи
• У чому проблема, коли метал залипає в штампі? Якщо штамп випилювався вручну, можливо, кут не був витриманий, і його можна підкоректувати обпилюванням. Метал також залипає в штампі, якщо штамп розбовтався, порушене сполучення, або штамп зношений. Якщо він просто розбовтався (став вільним), ви усе ще можете використовувати його з більш товстим металом. Якщо порушене сполучення, ви може виправити його, постукавши молотком мова. Якщо штамп зношений, його прийде заново виготовитися
• У чому причина виникнення бортика на металевих частинах? Це.
також може бути наслідком того, що штамп розбовтався, порушене сполучення або штамп зношений. (Див. вище).
• Що є причиною появи подряпин і міток на вирубаних металевих частинах? До цього можуть привести гострі кути й краю штампа або груба, неопрацьована поверхня сталевих платформ преса. Перед загартовуванням краю штампа випливає скруглить. Для захисту металу можна використовувати акрилові спейсери.
• Чому штампи ламаються під час використання? Це може бути наслідком того, що платформи преса не паралельні, штамп не отцентрирован у пресі, у пресі залишилися металеві обрізки, штамп у пресі повністю не підтримувався по всій площині, або був використаний надлишковий тиск. Поломка штампа також може бути наслідком проведеної термічної обробки. Відпустка могла проводитися при занадто низькій температурі або протягом занадто короткого періоду часу
• Це нормально, якщо штамп видає клацання? Це трапляється, якщо штамп тугий, і, якщо ви можете розкрити штамп пальцями, це нормально.
• У чому проблема, коли пуансон рівномірно виходить зі сполученого положення? У цьому немає нічого незвичайного. Регулюється проковуванням
• Що пішло не так, якщо пуансон змістився нерівномірно? Це могло відбутися в процесі загартовування як результат перегріву або нерівномірного нагрівання або охолодження. Це також могло відбутися при нерівномірному нагріванні в процесі відпала мови. Ви можете врятувати штамп, зробивши вибірковий відпал ділянок, які необхідно розтягти, і зробивши по них кілька точних ударів молотком з кулястим бойком
• У чому причина деформації штампа в процесі термообробки? Це може бути наслідком нерівномірного нагрівання в печі або того, що при охолодженні в маслі його не тримали вертикально.
• Чому штампи тріскаються в процесі термообробки? Тріщини можуть з`явитися внаслідок того, що охолодне масло було занадто холодним, або в масло могла потрапити вода
• Чому штампи передчасно зношуються? Це відбувається в результаті того, що сталь занадто м`яка. Або при загартуванні штамп не був досить нагрітий, або метал був занадто гарячим при відпустці