відпрацьовування ЛПС для виключення утвору у виливках неприпустимих дефектів;.
нормалізацію як результат узагальнення ЛПС стосовно до конкретної номенклатури литих деталей і характеру їх виробництва
Порівняльний аналіз варіантів. Виробництво однотипних литих деталей звичайно може бути забезпечене при використанні різних варіантів ЛПС. Намічаючи кілька варіантів і порівнюючи їх між собою, можна вибрати найбільш економічний. Варіанти порівнюють по декільком показникам
Вихід придатного визначають по рівнянню
де G
- маса одиничного виливка, кг; G
- маса шихти, кг, визначають із урахуванням втрат на вигар; N
- число виливків у блоці; V
і В
- об`єми одиничного виливка й ЛПС, дм
, визначають по кресленню без обліку коефіцієнта об`ємної усадки |3 або за результатами зважування
У практиці виробництва виливків по виплавлюваних моделях звичайно ВГ = 0,1-7-0,6. Використовуючи (3.19), можна одержати вираження для відносної витрати залитого у форму металу, що доводиться на один виливок (кг/отл.), це вираження

дозволить перейти до порівняння варіантів по металоємності
Різниця витрат залитого металу на виливок при порівнянні двох варіантів ЛПС буде

Зниження металоємності при збільшенні ВГ на 0,1
Варіант ЛПС | Зниження металоємності, кг | ||||
Вихідний | При поліпшенні ВГ | ||||
ВГ | зал. про, кг/отл. | ВГ" | зал про, кг/отл. | на один виливок | на 1000 отлнвок |
0,1 | 1 | 0,2 | 0,5 | 0,5 | боа |
0,2 | 0,5 | 0,3 | 0,33 | 0,17 | 170 |
0,3 | 0,33 | 0,4 | 0,25 | 0,08 | 80 |
0,4 | 0,25 | 0,5 | 0,2 | 0,05 | 50 |
0,5 | 0,2 | 0,6 | 0,167 | 0,033 | 33 |
0,6 | 0,167 | 0,7 | 0,143 | 0,024 | 24 |
Тут і далі число штрихів означає умовний номер варіанта. Дані табл. 3.11 ілюструють ступінь зниження металоємності при G
= 0,1 кг і підвищенні ВГ усього на 0,1.
Приклад 4. Пояснимо роль ВГ докладніше на конкретному прикладі вище сталевої деталі, що вже приводився, «рамка» (див. рнс. 3.12), що відливається по ЛПС типу I (центральний стояк). Приймемо для цього варіанта: маса отлнвки G
= 0,015 кг, N
= 7-4 = 28 виливків у блоці; центральний стояк круглий діаметром d
= 30 мм і висотою he = 202 мм. Не враховуючи шлюбу й зневажаючи масою живильників і деяким збільшенням маси на ділянці лійки, одержимо, що маса блоку при щільності стали р = 7,8 кг/дм
буде

звідки, при коефіцієнті об`ємної усадки (5 = 0,06,

Для другого варіанта при центральному стояку того ж діаметра, але висотою = 422 мм, параметри будуть наступні: N" — 17-4= 68 виливків,

Відповідно металоємності по варіантах складуть

Варіант 2 єкономичнее по металоємності в порівнянні з варіантом 1 на

тобто на 40 % маси виливка
Показник ВГ досить добре відбиває металоємність ЛПС без обліку шлюбу. Це дозволяє порівнювати варіанти до реалізації їх у виробництві. Однак ВГ недостатньо повно відбиває металоємність ЛПС із урахуванням шлюбу або зміни G
. Насправді, з.
формули (3.19) випливає, що ВГ може бути поліпшений шляхом зниження не тільки питомої маси ЛПС, але й маси бракованих виливків, як у розглянутому прикладі з деталлю «рамка», або шляхом завдання зайвих напусків і припусків на механічну обробку
Відзначимо попутно, що збільшення висоти стояка закономірно приводить до зниження трудомісткості виготовлення виливків завдяки наступному:.
скороченню числа необхідних стояків і числа спаїв при ланковому складанню моделей. Якщо число стояків при варіанті 1 прийняти за 100 %, то при варіанті 2 їх буде потрібно лише ~17%.
меншому спаду температури металу в період заливання, тому що скорочується число переносів ковша від форми до форми. При ємності ковша 35 кг буде потрібно блоків
меншому числу установок блоку з виливками на верстат для їхні відрізки; відношення числа установок у варіантах 1 і 2 рівно 100 до 17 по числу необхідних блоків
Коефіцієнт виходу виливків, обумовлений як відношення числа придатних виливків N
до числа залитих N
,
У прикладі з виливком «рамка» прийняте, що абсолютна висота нижнього й верхнього ділянок стояка з дефектними виливками не залежить від загальної висоти стояка, тобто ощбее число бракованих виливків у блоці для обох варіантів однаково
Лбр = Лвр = Лвр = 20 виливків,
КВО варіантів буде відповідно рівно
При аналізі КВО слід мати у виді, що шлюб виливків у більшості випадків може бути віднесений не тільки за рахунок ЛПС, але й визначається особливостями технологічного процесу лиття й технологічністю виливка з обліком сплаву. У прикладі, узятому з виробничої практики, товщина стінки «рамки» з урахуванням її довжини перебуває в граничній області
Коефіцієнт використання залитого у форму розплаву
де (7
- маса одиничної деталі, кг.
КИР не слід змішувати з більш загальним показником — коефіцієнтом використання металу КІМ, рівним відношенню маси готової механічно обробленої литому деталі до норми витрати металу, у якій ураховуються, з одного боку, безповоротні втрати, з іншого боку — повернення літників і відходів у шихту. Разом з тим, мабуть, що КИР впливає на КІМ
При G
- const підвищенню КИР сприяє також зменшення маси виливка шляхом скорочення припусків на механічну обробку й напусків
Коефіцієнт використання площ, кг/м

Таким чином, аналіз дозволив виявити можливість підвищення КИР в 2 рази й більш у порівнянні з реально використаним варіантом 1.
КИР за аналогією із ВГ дає можливість обчислити витрату металу, залитого у форму, на деталь:

Для деталі «рамка» маємо

Відповідно, зниження витрати залитого металу (кг/деталь) при порівнянні варіантів буде

Другий варіант у прикладі дає зниження на 0,124 кг/деталь, тобто більше маси самої деталі більш ніж в 9 раз

де 5
б
- площа блоку виливків із ЛПС у плані, уважаючи по габаритних розмірах, м
2
У розглянутому прикладі при діаметрі блоку = 0,128 м маємо 5б = = 0,013 м
2
, звідки

Аналіз варіантів у цьому випадку дозволив знайти розв`язок для скорочення необхідної площі в 6 раз, у тому числі для скорочення площі робочого простору прокалочних печей і транспортних засобів. Результати розрахунків зведені в табл. 3.12, з якої видио, що варіант 2, незважаючи на невелике вдосконалення, дає більш економічне використання працезатрат, металу й площ
Укажемо також на роботу [35], де вирішене на ЕОМ завдання, що включає розрахунки: оптимального розташування й числа моделей у блоці; мас виливків і стояків; коефіцієнта виходу виливків. Строки розробки технологічних процесів скорочені в 15 раз
Відпрацьовування ЛПС., Навіть ретельно спроектована ЛПС вимагає доробки за результатами виготовлення пробних виливків. При відпрацьовуванні технологічного процесу слід виходити з того, що ЛПС із виливком даного найменування являє собою унікальний комплекс, у якому невеликі, на перший погляд, зміни розмірів можуть суттєво відбитися на якості виливка. Від-
Показник | Варіант ЛПС | Ефект | |
1 | 2 | ||
Діаметр стояка, мм | 30 | 30 | |
Висота стояка, мм | 202 | 424 | - |
Число виливків у блоці: | |||
усього | 28 | 68 | +40 |
придатних | 8 | 48 | +40 |
ВГ | 0,259 | 0,288 | +0,029 |
Заливається з одного ковша вмісти | |||
мостью 35 кг: | |||
блоків | 23 | И | - 12 |
придатних виливків | 176 | 480 | +304 |
КВО | 0,286 | 0,706 | +0,420 |
КИР | 0,068 | 0,187 | +0,119 |
Металоємність, кг: | |||
виливка М зал 0 | 0,058 | 0,052 | —0,006 |
деталі Мда л# д | 0,193 | 0,069 | —0,124 |
СТОСІВ, кг/м а | 9,3 | 55,6 | +46,3 |
мітимо деякі практичні приймання, спрямовані на усунення характерних дефектів вотливках.
Недоливи — це незаповнення металом ділянок тонких перетинів і крайок. При виявленні систематичних недоливів насамперед слід побільшати швидкість заливання шляхом збільшення площі звуженого перетину /
або гідростатичного напору Н
у цьому перетині (див. формулу (3.15)1. Нерідко недостатня швидкість заливання визначається малим верхнім діаметром ливникової лійки, коли робітник-заливальник змушено пригальмовувати подачу металу щоб уникнути його виплескивания з ливникової лійки. Це ж явище може спостерігатися, якщо кут конусности лійки більш 60°. У деяких випадках швидкість наростання гідростатичного напору у звуженому перетині вдається побільшати шляхом створення місцевих звужених перетинів по висоті центрального стояка або бічному прибутку (див. табл. 3.9).
Для виключення недоливів можна також підвищувати температуру ливарної форми безпосередньо перед заливанням, наприклад, шляхом збільшення температури прожарювання форм, скорочення тривалості вистоювання форм у період від видачі із прокалочной печі до заливання, застосування теплоизолирующих шарів форми
В окремих випадках, коли стінки виливка або крайки лопаток надмірно тонкі, і наявні в цеху можливості підвищення початкової температури форми вичерпані, необхідно побільшати товщину стінок і крайок у можливі межах
Усадочні раковини проявляються звичайно у вигляді концентрованих порожнеч, осьовий рихлости або неуважної пористості. Враховуючи, що об`ємна усадка є органічною властивістю затвердевающего металу, бажане не обмежуватися візуальним оглядом пробних виливків, а провести контроль, наприклад, просвічуванням їх рентгенівськими променями
Якщо для усунення усадочної раковини прибігають до збільшення розмірів прибутки, те необхідно стежити, щоб при цьому був виключений додатковий обігрів теплового вузла виливка. А якщо ні, то могутніший прибуток може не тільки не дати бажаного ефекту, але й викликати посилення усадочної раковини у виливку. Тому зі збільшенням прибутки необхідно одночасно трохи віддалити її від виливка шляхом подовження шийки. Навіть при достатньому за обсягом прибутки, якщо вона розташована занадто близько до теплового вузла виливка, затвердіння цього вузла вповільнюється й частина усадочної раковини проникає вотливку.
Скорочення об`єму усадочної раковини у виливку може бути досягнуте за рахунок уповільнення процесу затвердіння виливка. Покажемо це на прикладі Газа [91 ]. У цеху точного лиття на деталі «коромисло клапана» зі сталі 45 шлюб по усадочних раковинах був скорочено на 30-40 % завдяки застосуванню форм із малотеплопроводним шаром покриття, що містить піноскло. Цей шар наносився поверх звичайної п`ятишарової єтилсиликатной оболонки й у процесі випалу ливарних форм спінювався зі збільшенням товщини шару з 0,8-1 до 2,3-5,6 мм. У результаті затвердіння виливка сповільнилося й харчування її здійснювалося більш повно.
В окремих випадках при порівняно невеликих розмірах нижніх теплових вузлів уникнути утвору усадочної раковини вдається застосуванням холодильників. У деяких великих виливках із протяжними стінками виникнення місцевої осьовий рихлости виявляється неминучим або вимагає застосування надмірно розвинених ЛПС. У цих випадках іноді можливо допустити наявність місцевої осьовий рихлости виливка, що не виходить на поверхню
Неметалічні включення можуть заноситися у форму при заповненні її потоком високої турбулентності, характеризуемой відомим числом Рейнольдса.
Re = 64R/v, (3.25).
де v — середня лінійна швидкість потоку розплаву, м/с; v = = Y%gh
R- гідравлічний радіус, R = f/P (/ — площа живого перетину потоку; Р — змочений периметр); v-кінематична в`язкість, для сталей, мідних і алюмінієвих сплавів у першому наближенні v = 6 -10
м
/с. Є
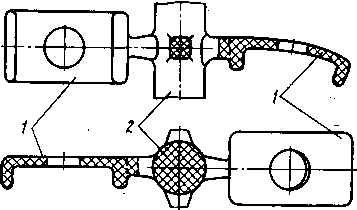
Рис. 3.17. Вплив орієнтації виливка у формі на жолоблення виплавлюваних моделей
1 — модель; 2 — стояк
Рекомендації з нормалізації ЛПС
Нормализуемий фактор | Тип виробництва * | Маса одиничного виливка, кг (по стали) | ||||
Об`єкт | Параметр | >0,5-2 | >2 — 8 | >8 | ||
Тип ЛПС | про, з | I-IV | I-III, VI, VII | V, VI, VIII | ||
м | I, II | - | ||||
Блок виливків | Висота, мм | 0, з | 3-400 ** | 3-400 ** | 3-400 ** і індивідуально | Индиви. дуально |
м | ||||||
Ширина в плані, мм | 0, з | По розмірах норма оснащення й пристосувань | лизованной | Обмежено | ||
м | — | |||||
Цін траль ний. стояк | Форма перетину | 0, з | Кругла | |||
м | Економічно. доцільна | |||||
Висота . с ливниковою лійкою, мм | 0, з | 3-400 ** | ||||
м | S&400 ** | |||||
Прибуток | Конструкція й розміри | 0, з, м | — | З обліком конкретної номенклатури виливків | ||
Діаметр випора | про, з, м | 0,3—0,35 від верхньої підстави прибутки | ||||
Литни. ковая. лійка | Конструк. ция | 0, з, м | Конусна з кутом при вершині 55—60° | |||
Діаметр верхнього перетину | 0, з, м | По табл. ЗЛО | ||||
Зумпф | Висота, мм | 0, з, м | 30—40 | |||
* ПРО — досвідчене; З — серійне; М — масове
** По висоті робочого простору печей для прожарювання форм
у виді, що розплав до кінця заповнення форми має температуру не менш чому на 20 °С вище температури ліквідусу і являє собою ньютоновскую рідина, в`язкість якої не залежить від рівня внутрішніх напружень
Рівень поразки виливків неметалічними включеннями може бути знижений шляхом скорочення Re в 1,2—1, 5 рази. При цьому щоб уникнути збільшення шлюбу виливків по недоливу й усадочній раковині, необхідно дотримувати питомої швидкості заливання Q
відповідно до формули (3.11). Перевірка показала, що при відпрацьованій технології умовні значення Re, розраховані по швидкості підйому розплаву в порожнині форми відповідній до виливка, звичайно не перевищують 2300.
Жолоблення виливків. При цьому виді дефекту вплив ЛПС носить приватний характер; приведемо приклад з виробничої практики. При горизонтальному розташуванні моделі (мал. 3.17) більш 50 % їх прогиналося під дією сили ваги. Зміною положення моделі на вертикальне цей вид дефекту був виключений
Нормалізація ЛПС при литті по виплавлюваних моделях значною мірою визначається масою одиничного виливка (табл. 3.13). У дрібносерійному й досвідченому виробництві нормалізація дозволяє обмежитися невеликим парком універсальних прес-форм для ЛПС. Деяка перевитрата модельного переплаву й металу при цьому компенсується зниженням вартості оснащення й більш швидким освоєнням виробництва нової номенклатури виливків
Для виливків масою до 1 кг доцільно застосовувати ЛПС у вигляді центральних стояків, у тому числі з горизонтальними колекторами, що відходять від них (типи I і II).
У масовому виробництві невеликих виливків економія на вартості технологічного оснащення менше. Для зниження собівартості продукції тут основне значення має скорочення витрати матеріалів і часу на складання модельних блоків, виготовлення форм і відрізку виливків. Тому в масовому виробництві більш раціонально застосовувати індивідуальні ЛПС, у яких нормалізують окремі елементи: ливникові лійки, центральні стояки з урахуванням застосування металевих каркасів єдиного типорозміру, що забезпечують раціональне й ефективне використання технологічного встаткування й нормалізованого оснащення (див. також ДЕРЖСТАНДАРТ 19551-74 — ДЕРЖСТАНДАРТ 19568-74).