Практика роботи цехів лиття по виплавлюваних моделях і дослідження [20, 91) показують, що при повільному охолодженні металу (наприклад, при заливанні у форми, нагріті до 900 °С) якість металу вище, чим при заливанні в подстуженние або холодні форми. Незважаючи на практично однакову щільність виливків і більш здрібнену кристалічну структуру (в 1, 5 рази менше умовний діаметр зерна стали за ДСТ 5639-82), механічні властивості виливків із крупнокристаллической структурою, охолоджуваних з малою швидкістю, вище, чим при швидкому охолодженні (мал. 8.1).
Дослідження [23] показали, що основний вплив на механічні властивості металу виливків виявляють не щільність, ступінь роздробленості й число пор, а розмір пор і їх форма. Зі збільшенням швидкості охолодження число пор N на 1 див
поверхні шліфа металу (мал. 8.2) зменшується, однак їх сумарна площа в перетині шліфа S і діаметр збільшується. Чим менше розмір усадочної пори, тим більше її форма наближається до сферичної й тем; менше вона впливає на механічні властивості металу. Великі пори розгалуженої пластівчастої форми, будучи концентратами напруг, знижують міцність і пластичність стали виливків
Слід зазначити, що прискорене охолодження затверділих виливків, наприклад душированием, сприяє збільшенню внутрішніх напружень у них і може викликати утвір тріщин
Для вибивки блоків виливків застосовують вибивні решітки й поворотні машини. Ці обладнання працюють звичайно в комплексі з механізмами для просівання й повернення опорного наповнювача. Відсівання (грудки, шматки оболонки) викидають у відвал, а просіяний
Рис. 8.2. Пористість виливків у зависи мости від середньої швидкості охолодження металу
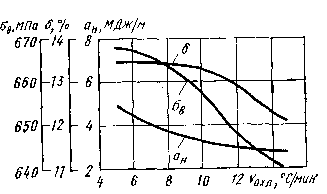
Рис. 8.1. Механічні властивості металу виливків залежно від середньої швидкості їх охолодження ®
0хл
наповнювач знову використовують для формування. Для вибивки опоку можна повертати над решіткою нагору дном на цапфах, за допомогою коромисла й пневмоподъемника, що пересувається по підвісній монорейці
Поворотні машини бувають двох типів. На машинах першого типу наповнювач висипає в приймач конвеєра разом з виливками. Вр другому типі машини передбачена вибивка на решітку, крізь яку наповнювач прокидається в бункер, а виливки передаються на конвеєр. Обладнання другого типу більш вдало, тому що виливка після вибивки транспортують без наповнювача й вони швидко прохолоджуються
ПОПЕРЕДНЄ ОЧИЩЕННЯ БЛОКІВ ВИЛИВКІВ
.
На блоках виливків після вибивки є залишки оболонки й наповнювача. Чим вище температура вибитих блоків, тим більше й щільніше шар наповнювача. Після охолодження наповнювач обсипає, блоки проходять попереднє очищення й далі надходять на операцію відділення від ЛПС і остаточне очищення. Блоки попередньо очищають ударами по ливниковій лійці. У механи-> зированном виробництві для цього застосовують спеціальні вібраційні установки
При виготовленні дрібних виливків, часто застосовують вібраційні установки, що виконують дві операції — попереднє очищення й відділення виливків. Попереднім очищенням оболонку видаляють тільки із зовнішніх частин виливків, але вона залишається в отворах і поднутрениях.