При формовании металу з використанням ручних технік ви вчитеся почувати, коли метал нагартовивается й перестає тягтися. Молоток починає видавати інший звук, і ви більше не бачите того, що метал міняє форму. Ви вчитеся тому, щоб зупинитися й отжечь метал перш, ніж він стане досить тендітним, щоб потріскатися або порвати. У пресі цей момент наступає швидко, і його часто важко передбачити
При деяких процесах штампування стабільних результатів можна добитися, тільки якщо насос постачений манометром. Манометр не скаже вам, що метал уже нагартован, або яке зусилля дійсне додається. Манометр покаже вам, скільки фунтів зараз припадає на квадратний дюйм плунжера гідроциліндра. Способів же вгадати, яке саме зусилля знадобиться, не існує, оскільки кожний штамп має унікальний розмір і форму, крім цього на результат впливає використовуваний метал і його товщина
Стабільність і повторюваність можливі, оскільки при конкретному показанні приладу результат завжди буде тим самим. Вам доведеться поєкспериментировать, щоб визначити, що підходить для кожного штампа, записуючи показання манометра, товщину металу й кількість відпалов. Таким чином, вам не потрібно буде експериментувати наступного разу, коли ви будете працювати із цим штампом. Це неважко й застосовне тільки до деяких процесів штампування
Таблиця в додатку (стор. 75) приводить середнє значення зусилля, необхідного для різних типів штампів, і порівнює показання для різних систем. Незважаючи на те, що вам дається груба вистава про те, яке значення манометра можна чекати, воно в дійсності залежить від типу, розміру й складності штампа й типу й товщини оброблюваного металу
“Пляшкові домкрати”, як їх іноді називають, продаються без манометрів у промислові або автомагазинах. Модифікувати пляшковий домкрат і постачити його манометром самостійно можливо, але це підприємство технічно складне й потенційне небезпечне. Домкрати відрізняються по внутрішньому обладнанню
Вам потрібно просвердлити отвір і нарізати різьблення в правильному місці, інакше ви зіпсуєте домкрат і можете поранити. Виходячи з вищесказаного, я рекомендую в цьому випадку скористатися послугами фахівців одного з постачальників, наведених вприложении.

Альтернатива пляшковому домкрату - гідравлічна система, зібрана з комплектуючих, як показаний на стор. 16 регульований прес. Вона складається з окремого двошвидкісного ручного насоса й циліндра, з`єднаних гідравлічним шлангом, і манометра. Представлена система змонтована з комплектуючих виробництва компанії Епеграс . Переваги цієї системи: ручним насосом легко працювати, манометр великий і легкосчитиваемий, широкодоступний сервіс. Недоліком цієї системи є її істотна вартість
В И, нарешті, існує гідравлічний прес, постачений електричним насосом. Замість ручного накачивания ви просто натискаєте кнопку. Швидкісна й легка у використанні, така система рекомендується для потокової роботи й для кожного, кому необхідна робота, що вимагає менше фізичних зусиль. Незважаючи на те, що швидкість і сила - це добре, ви втрачаєте рівень контролю, який забезпечує ручний насос. Для досягнення точних і стабільних результатів, а також щоб зберегти чіткий контроль, що перевершує навіть той, що дає робота з ручним насосом, я рекомендую додати регулятор тиску й використовувати великий манометр. Така система була розроблена компанією Power Team.
При роботі на гідравлічному пресі помніть наступне:.
• Ніколи не виходите за рамки можливості домкрата. Для 20-тонного домкрата вона деяким менше 9000 psi. Якщо у вас немає манометра, зупинитеся в той момент, коли ручка насоса починає гнутися. Увага: подовжуючи ручку насоса й/або міняючи її на сталеву, ви знижуєте зусилля для накачивания, але, таким чином, вам буде легше перескочити рекомендований тиск
• Гідравлічні преси працюють найбільше ефективно, коли поршень висунуть не на максимальну величину. Інакше кажучи, якщо довжина поршня 15 див (6 дюймів), використовуйте один або більш спейсеров, щоб, якщо.
ви відчуєте опір або заметете тиск на манометрі, поршень буде висунутий на величину не більш ніж в 10-12 див (4-5 дюймів).
• Коли прес не використовується якийсь проміжок часу, плунжер повинен перебувати в ".нижньому ” положенні
• Хоча звичайно насос не вимагає заливання масла, вам іноді це буде потрібно робити. Використовуйте тільки масло для гідравлічних пресів. Його можна придбати в промисловому або автомагазині. Для заливання масла насос повинен бути отсоединен від преса. Нахилите його набік і зніміть клапан з отвору для заливання за допомогою тонких узкогубцев. Ви можете скористатися лійкою, але буде швидше, якщо ви поберете “жолобок”. (Його можна зробити з лійки, розрізавши її вертикально.) Заповните до краю отвору й поставте клапан на місце. Для цієї мети добре підходить 3-міліметровий (1/8 дюйма) борідок, який можна купити вавтомагазине.
• Якщо насос тривалий час використовується при максимально висунутому поршні, може виникнути дві проблеми: при середньому ході насос не буде працювати на повну силу, і в нижньому положенні плунжера з-під гідророзподільника буде підтікати масло
Про Завжди використовуйте один або трохи спейсеров при роботі з
поліуретаном і матрицею або карбувальними штампами, так щоб у процесі роботи поршень не висувався повністю.
Для запобігання або виправлення подібних проблем ви можете проробити маленьку дірочку в гумовому клапані заливного отвору. Покладете насос набік, вийміть гумовий клапан за допомогою тонких узкогубців і просвердлите в ньому невелике (свердлом 0,9 мм / №60) отвір. Помістите клапан на місце за допомогою борідка
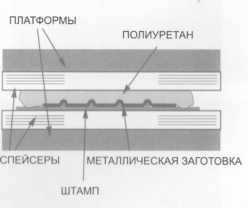
Поліуретан - тверде резиноподобное речовина. При використанні разом з одночастинними штампами він стає другою половиною штампа. Q На відміну від гуми, яка стискується, уретан під тиском “тече”, рівномірно розподіляючи дивлснис по великій площі. Після використання поліуретан вертається до своєї первісної форми й може бути ноиторно исиолиован тисячі раз. На якість роботи не впливає навіть еготпероховатая поверхня після тривалого використання. Можна використовувати звичайну гуму, але в порівнянні з поліуретаном результати незадовільні. Гума просто не формует метал так, як поліуретан, вона швидко зношується й робить результат непередбаченим
Поліуретан формует метал м`яко й рівномірно, залишаючи гладку, неушкоджену поверхню. Час на фінішну обробку значно знижується. Деяке викривлення виникає при доданні контуру плоскій заготовці, але травлений метал, текстурирован-ний, у тому числі прокаткою у вальцях, ретикули-рованний або осаженний, можна формовать, не побоюючись ушкодити поверхня. А оскільки рівномірний тиск підтримується по всій поверхні роботи, мокуме, біметалічні заготовки,заготовки, інкрустовані приспіваємо, і ламинати формуются з меншим ризиком розшарування. Поліуретан випускається різному ступеня
твердості (дюрометрии): 95 одиниць - самий твердий і найчастіше використовується; 80 одиниць -злегка м`якше, зрушується під тиском і використовується для особливих мет
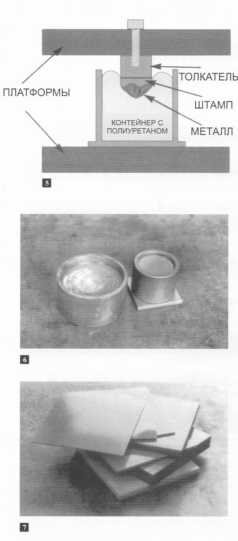
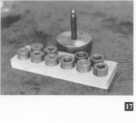
В Оскільки поліуретан ".тече " під тиском, обмежуйте його із усіх можливих сторін і змусьте текти навколо й усередину штампа, а не назовні. У Контейнер з поліуретаном являє собою відрізок сталевої труби зі стінками товщиною 6 мм (1/4 дюйма), не повністю заповнений поліуретаном. Можна використовувати контейнери без дна, але, якщо приварити дно, вони працюють навіть більш ефективно.
У Поліуретанові пластинки випускаються різної товщини й використовуються з багатьма пристосуваннями для формования металу й штампами, які не входять у контейнер. Використовувана товщина залежить від глибини й розміру інструмента або штампа. Великі штампи, де необхідне більш глибоке формування, вимагають більш товстих пластинок (1,2 - 2,5 див /1/2-1 дюйм). Дуже тонкі (1,5 - 3 мм / 1/16 -1/8 дюйма) пластинки використовують для карбування. Поліуретанові пластинки необхідно використовувати в комбінації з одним або більш спейсерами, щоб скоротити холостий хід поршня в його верхній крапці. Ідеальні спейсери виходять із акрилових блоків розміром 15 х 15 х 2,5 див (6 х 6 х 1 дюйм) (див. ілюстрацію на попередній сторінці). Уникайте використовувати спейсери меншого розміру, чому штамп, або виготовлені зі стисливого матеріалу ( як дерево або ДВП).
Поліуретанові пластинки й контейнери поставляються компанією Bonny Doon таких розмірів і такої твердості, які найбільш застосовні для роботи з металами. Я дійшла висновку, що добре мати набір поліуретанових пластинок і блоків різних розмірів, товщини й твердості. Для відмінності по твердості пластинки в 80 одиниць пофарбовані в жовтий або помаранчево-жовтий колір, 95 одиниць - у жовтогарячий або червоний. У промислових постачальників у продажі є більші аркуші поліуретану різних квітів
Коли я вперше почала застосовувати поліуретан для штампування, для наповнення контейнера й для нарізки пластинок я використовувала двокомпонентний матерал - Flexan®. Я перестала це робити, коли довідалася, що при змішуванні, заливанні й полімеризації виділяються небезпечні токсини. Респіратори з фільтрами не захищають належним чином, і навіть дуже низький рівень впливу може привести до важкої реакції. Крім цього, журнал ACTS FACTS (вересень 1990) повідомляє: знайдені у флексане хімікати є потенційними канцерогенами. ( За інформацією про широке коло мариалов і процесах, застосовуваних майстрами, звертайтеся до книги Монони Россол (Monona Rossol) The Artists Complete Health and Safety Guide.
Якщо у вас уже є пластинки й блоки із флексана, вони безпечні у використанні. Поліуретан (включаючи флексан) ріжеться ножицями або гострим ножем. Ніколи не нагрівайте, не підпалюйте, не пиляєте й не шліфуйте поліуретан, оскільки при цьому знову виділяються токсичні гази, і навіть невелика їхня кількість може бути згубним
У Пресс можна використовувати для додання металу куполообразной форми, гнучкі й штампування за допомогою пристосувань, чи розроблених Маршалом. Ці пристосування можна використовувати з будь-якими пресами із трьома технологічними отворами у верхній платформі й 15-сантиметрової (6 дюймів) робочою зоною. (Розташування отворів див. у Додатку).

Q “Штовхальники” - сталеві циліндри висотою 2,5 див (1 дюйм), які прикручуються до верхнього майданчика преса. Оскільки контейнер з поліуретаном заповнений не повністю, штовхальники необхідні для вдавлення штампа
Штовхальники також виконують роль спейсеров, збільшуючи робочу зону штампа на 2,5 див (1 дюйм), де поршень працює більш ефективно.
Більшість пристосувань працюють як одночастинні штампи. Вони розроблені так, що кріпляться до верхньої платформи преса, і для формования й гнучкі металу використовуються в комбінації сполиуретаном.
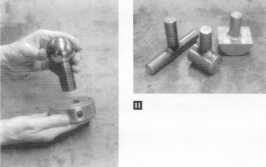
Їх можна використовувати в якості “загальних” інструментів, як вони є, або модифікувати й адаптувати під специфічні потреби. Q0 “ Майстер-Власник” утримує хвостовики інструментів у вертикальному положенні по центру верхнього майданчика. Він постачений настановним гвинтом з латунним кінчиком, такий власник призначений для хвостовиків діаметром 19-25 мм (3/4 - 1 дюйма).
Ш Т-Образні стійки розроблені спеціально для використання в комбінації з майстер-власником, їх можна модифікувати, надаючи їм різну форму обпилюванням. Їх звичайно використовують із поліуретановими пластинами 90 ед. 2,5 див (1 дюйм) товщиною

Завжди працюйте з відпаленим металом і уникайте вдавлювати в поліуретан метал з гострими краями. Дивитеся за тим, що відбувається в пресі, а не тільки на манометр. Давите доти, поки метал повністю не порине в поліуретан. Швидкість формования металу залежить від загального розміру, твердості й товщини металу, а також від складності форми. Для процесу штампування скоріше характерно східчасте формование з одним або більш відпалами, а не повністю все за один раз

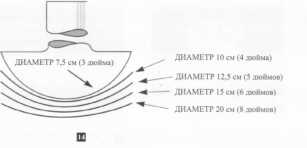
ЇЇ (У Майстер-Власника також використовують із більшими круглими й грибоподібними пунзелами із хвостовиком 1 дюйм (25 мм). Круглі пунзела найбільше ефективно працюють із контейнером, заповненим поліуретаном на 5 див (2 дюйма), а грибоподібні - 7,5 див (3 дюйма).
Ш Грибоподібні пунзела випускаються з підставами, що різняться по діаметру сфер, які їх утворюють, від 7,5 до 20 див (3-8 дюймів). Капелюшок гриба 7,5 див (3 дюйма) формує найбільш опуклий купол, а 20 див (8 дюймів) - найбільш пологий. [Б У продажі також є сталеві чашки - анки радіусів, відповідних до капелюшків грибів. Таким чином, з`являється можливість об`єднати в одну операцію штампування й карбування. (Див. ілюстрації на стор. 68).
Ш Оскільки грибообразние пунзела виготовляються не із загартованої сталі, їх випливає “захистити” при роботі з анками у випадку можливого контакту “ метал-метал”. Просто оберніть капелюшок гриба латунним аркушем товщиною 1,3 мм (16 B&S) і закріпите його двостороннім скотчем. Латунь можна замінити при необхідності. Ш Інструменти з більш вузькими хвостовиками (1/8 - 3/4 дюйма / 3 -19 мм), у тому числі звичайні невеликі пунзела, можна кріпити в майстер-власнику за допомогою цанги з набору адаптерів для пунзелов. Невеликі пунзела потрібно вдавлювати в поліуретан з обережністю. При їхнім використанні є небезпека розриву поліуретану або поломки хвостовика під зайвим тиском

У гідравлічному пресі можна використовувати стандартні круглий штампи, клейма й декоративні штампи. Ці штампи також можна використовувати в комбінації з адаптерами в майстру-власнику. Штампи й клейма використовуються без поліуретану по твердій поверхні. Перевага полягає в тому, що досягається ідеальне вертикальне положення, і можна рівномірно подавати точно вивірений тиск. Однак завжди помніть, що потрібно дуже невеликий тиск, надмірний тиск дуже небезпечний. Сталевий хвостовик може пройти крізь металеву заготовку й ушкодити поверхня штампа або навіть поламатися й ранити людину, що управляє пресом. Непогано виконувати роботи такого типу усередині цилинра з оргскла діаметром 10 див (4 дюйма). Тоді у випадку поломки інструмента його осколки не зможуть заподіяти шкода
Гибочние штампи - плоскі металеві штампи з кутом використовуються для різноманітної гнучкі металу. 03 П-Образний фіксатор пригвинчується до верхнього майданчика й утримує гибочние штампи. До нього йде довгий гибочний клин для виконання прямого кута довжиною до 15 див (6 дюймів) і
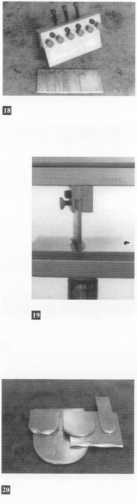
набір коротких пальчикових клинів для згинання прямого кута на заготовках довжиною 1,3-14,5 див (1/2 - 5 3/4 дюйма). Короткі гибочние клини використовуються для виготовлення коробок і рамок, коли необхідно ввести штамп у частково сформоване виріб
ВЗПри використанні гибочного штампа в пресі просто прочертите маркером лінію там, де повинна пройти складка, сполучите її із краєм клина й прикладете тиск, поки кут не досягнеться 90°. Край клина не виглядає гострим, але він проріже поліуретан, якщо штамп виходить за краї заготовки
НЕЮ Ви також можете виготовити свої штампи подібного типу зі сталі або алюмінію товщиною 9 мм (3/8 дюйма). Гибочний край вирізують і обпилюють під різними кутами й у вигляді різних вигинів. ЕН Послідовні гнучкі, виконані штампами типу гибочних клинів можуть створити унікальний ефект. ЇЇ До П-Образному фіксатору також випускається набір проставлень. Для того щоб закріпити й відставити інструмент від верхньої платформи по центру фіксатора кріпиться довгий гвинт і трубчастий спейсер. Цільні спейсери
містяться по краях, щоб зберегти відстань. Штампи необхідно використовувати з “аутригером” для мінімізації напруги. Завдяки набору проставлень можна формовать рельєф зсередини замкнених виробів, наприклад, браслетів
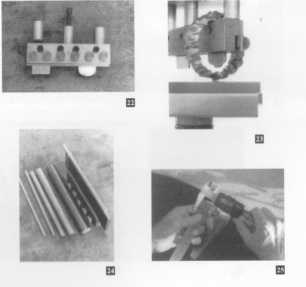
Ще один варіант гнучкі -трубогиб. За допомогою сталевих ригелів від 6 до 25 мм (1/4 -1 дюйм) у діаметрі можна формувати U-Образні жолобки й трубки зі швом довжиною до 15 див. Сталеві ригелі втримуються на “напрямної” за допомогою гумових кілець або двостороннього скотча.
Для формування трубки навколо ригеля необхідно точно розрахувати ширину заготовки. Ширина залежить як від діаметра ригеля, так і від товщини використовуваного металу. Формула й таблиця для визначення ширини заготовок наведені й додатку. Після вирізання заготовки прочертите по центру осспую лінію
Для згладжування готового шва по краях необхідно зняти невелику фаску. Простіше всього це зробити, поки заготовка ще плоска. ES Почніть формовать ригелем більшого діаметра, чому готова трубка. Помістите ригель на оцінку по центру заготовки й вдавлюйте його в пластинку поліуретану товщиною 12 - 25 мм (1/2 -1 дюйм) твердістю 90 ед., поки не одержите U-Образний жолоб. Після відпала отриманої форми, для того щоб закрити її, помістите її на ригель потрібного діаметра
Сполучите центральну лінію жолоба з ригелем і помістите заготовку між двома пластинками поліуретану товщиною 12 мм (1/2 дюйма), повернувши щілину убік, як показано на малюнку. (Щоб не допустити зсуву, можна прикріпити заготовку до ригеля з обох кінців двостороннім скотчем). Використовуйте поліуретанову пластинку 95 ед. знизу й 80 ед. -зверху, стискайте спочатку з

однієї сторони, потім переверніть заготовку й стисніть іншу сторону
Нарешті, стисніть трубку з ригелем між 2 пластинками 80 ед. товщиною 12 мм, знову повернувши шов убік. Шов практично закриється. Вийміть ригель і отожгите ще раз. 63 Потім, не поміщаючи усередину ригель, обережно закрийте шов шкіряною або пластиковою киянкою. На цьому етапі не страшно, якщо трубка злегка втратить круглу форму. Після пайки й видалення надлишку припою помістите ригель усередину трубки й вигладьте шов і саму трубку молотком. Небагато масла полегшить видалення ригеля
Трубки довжиною більш 15 див (6 дюймів) можна виготовляти в такий же спосіб, використовуючи більш довгі ригелі. На першому етапі краще, якщо ригель не буде жорстко прикріплений до власника, а буде сковзати уздовж нього. Почніть формовать зі ссрсдини заготовки й робіть це поетапно, потроху, працюючи від середини в напрямку до кінців заготовки

Гідравлічний прес із зусиллям 20 тонн не можна розглядати як заміну преса ударної дії, але за певних умов для штампування (металу по металу) можна використовувати невеликі (менше 2,5 див у діаметрі) сталеві штампи. В) Двучастние штампи (називані комплектами) для точного сполучення вимагають використання обойми. QJ Штампи, як наведені на ілюстрації, повинні бути виготовлені професійно. Постачальники наведені вприложении.
ES3 В пресі можна використовувати стандартні круглі вирубние штампи, які можна придбати в більшості постачальників ювелірних інструментів. Можна легко вирубувати диски до 2,5 див (1 дюйм) у діаметрі з металів товщиною до 1,3 мм (16 B&S). При використанні штампів такого типу в пресі необхідно уважно стежити за тим, щоб не зламати пуансон. Як.
тільки ви почуєте клацання заготовки, що вирубується, припините давити! Вийміть вирубку із преса, щоб витягти заготовку й розділите пуансон і матрицю
У пресі також можна використовувати пуансони зі Згідними рамками, розроблені для промислового застосування. У рамках можна одержувати диски діаметром більш 2,5 див (1 дюйм), а також і інші форми. Постачальники такого роду пристосувань наведені вприложении.

Штамп компанії Quicksilver. Дизайн Майкл Стюарт.

Одночастинні прес-форми надають можливість для спонтанності й імпровізації. Вони полягають тільки з однієї частини й можуть бути швидко виготовлені з матеріалів, що легко піддаються обробці. Одночастинні штампи використовуються в комбінації з поліуретаном, котрий служить відповідною частиною. Завдяки цьому можна створити новий дизайн, випробувати його й переробити, не витрачаючи часу й грошей; штампи можна використовувати різноманітними способами, одержуючи різні кінцеві продукти